


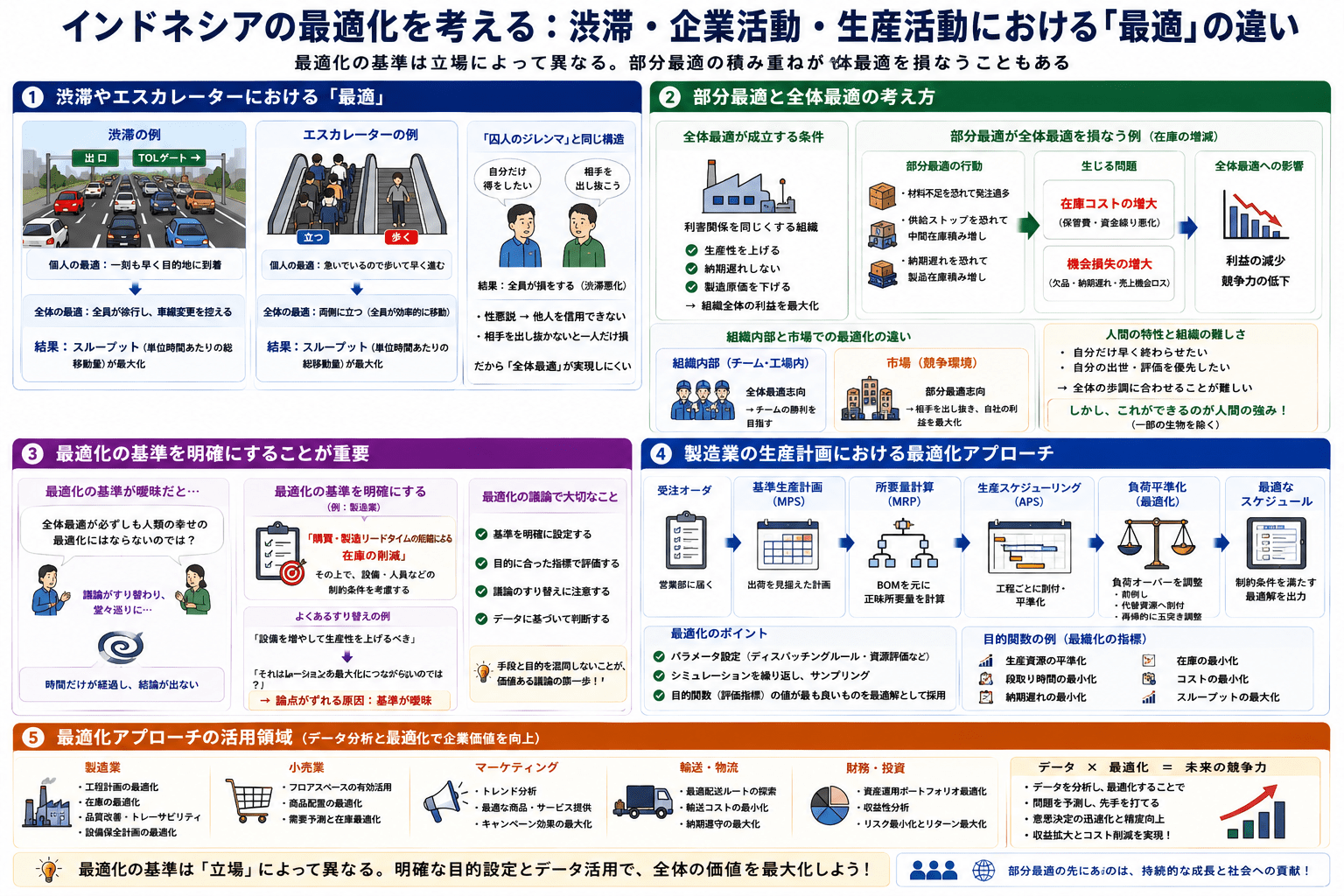
最適化の基準は、渋滞の場合はスループット(単位時間あたりの総移動量)、市場原理の中のプレイヤーとしての企業活動の場合は利益増大、製造業の生産活動の中では生産性向上やコスト削減というように立場によって異なります。 インドネシアの生産管理システム インドネシアの市場環境は製品寿命の短命化による多品種少量生産、需要変動、人件費上昇、非日系企業との競争など益々厳しくなっており、生産管理システムの導入やIoTによる設備の稼働管理など、生産性向上によるコスト削減を目標としたDX化が推進されています。 続きを見る

- 最適化は、目的関数として何を最大化・最小化するかという評価基準を明確にすることで成立する。
- 部分最適を積み重ねると、在庫コストや機会損失が増加し、全体最適を損なう場合がある。
- 製造業の生産計画では、ボトルネック工程に合わせて計画を立てることが全体最適につながる。
- 生産スケジューラは、設備能力や納期などの制約条件を考慮しながら作業を自動で平準化できる。
- 最適化アプローチは、シミュレーション結果を評価指標で比較し、最も目的に適した解を選択する手法である。
インドネシアの渋滞を緩和させる「最適」な方法
最近は週に2~3日はチビトゥン(Cibitung)のMM2100のサービスオフィスに出勤し、17時きっちりに帰宅の途に就くことが多いのですが、行きも帰りもTOL(高速道路)ゲート付近で酷い渋滞にハマり、私を含むドライバーのほとんどが一刻も早く目的地に到着したいという気持ちで一杯なので、狭い車間距離での「我こそは先に」というせめぎ合いは殺気立っています。
追い越し車線で完全停止した状態で、左の車線が急にスムーズに流れだしたりするのを横目に見ると非常に焦燥感を覚え、その一方で(変更した先にノロノロ運転の大型トレーラーが居たらそこがブレーキとなって結局元の車線に居たほうが早かったと後悔するんじゃなかろうか)などと考えを巡らせるだけで疲労するのですが、無尽蔵の体力と事故らない華麗な運転テクニックがあれば、ひたすら車線変更を繰り返すのが一番早く到着する方法であると考えられます。
2人の囚人が互いに黙秘すれば2人とも軽い刑で済むのに、自分だけ無罪になるためにお互い自白してしまうので、結局2人とも一番重い刑になってしまうという「囚人のジレンマ」のように、本来なら全員が車線変更することなく徐行することが、渋滞解消のための最善策であるにもかかわらず、性悪説に基づき他人を信用できない環境では、相手を出し抜かないと一人だけバカを見ると考えてしまい、結局渋滞をさらに悪化させる結果となります。
日本ではエスカレーターに乗る際には左に立って、右は歩く人のために空けておく(関西では逆らしい)のが暗黙のルールとなっていますが、本来エスカレーターで最も効率的に移動できる方法は、おとなしく両側に立つことであり、鉄道各社による呼びかけの努力にもかかわらずなかなか浸透しないのは、自分は急いでいるのだから、急いでいない人が片側に立っていればお互い文句はないだろうと考えるからだと思います。
部分最適化と全体最適化の考え方
そもそも全体最適というのは、工場が「生産性を上げる」「納期遅れしないように出荷する」「製造原価を下げる」というように、利害関係を同じくする組織が最大限の利益を享受しようとする状況ではじめて成立しますが、高速道路の渋滞やラッシュ時の駅のエスカレーターなど、誰もが自分は会社に遅刻したくないと考えるような、利害関係がバラバラな集団では実現が難しいわけです。
そして利害関係を同じくする組織内にあっても、現実には材料不足によるライン停止を恐れるが故の材料の発注過多、後工程への部品供給ストップを恐れるが故の中間在庫の積み上げ過ぎ、客先への納期遅れを恐れるが故の製品在庫の積み上げ過ぎなどによる在庫コストの増大、一方でその逆の材料・仕掛品・製品在庫の不足による機会損失、これらの部分最適化の結果として生まれた、在庫コストと機会損失の増大が全体最適化を損なうのです。
-

-
ビールゲームで在庫コストと機会損失コストを最小化し全体最適化を実現
ビールゲームの目的は、購買リードタイム4週間、製造リードタイム4週間のサプライチェーンの中で、発注と製造指示という意思決定を行う上で、在庫コストと機会損失コスト(受注残)の削減の重要性を認識することです。
続きを見る
インドネシアの二輪四輪部品工場の生産工程は、前工程が成形またはプレスで、後工程がASSYまたは溶接というパターンが多いのですが、機械で自動生産する前工程と、手作業が入る後工程とではタクトタイムが異なり、この場合前工程からフォワード志向で生産計画を立てると、前工程に在庫が蓄積するので、タクトの遅いボトルネックである後工程に合わせて前工程の計画を立てることが全体最適化となります。
日本やインドネシアのような資本主義経済下では、市場の中でのビジネスのプレイヤーは競争原理に基づいて、いかに相手を出し抜き自分が多くの利益を上げるかという、部分最適化志向を目指すのですが、渋滞やエスカレーターなどの公共の福祉が優先される場では、他人を思いやる他者への貢献が必要になり、相手の利益を尊重するために自分の欲望に制限をかけるという意味で、社会主義的な考えに近付きます。
ムカデ競争や二人三脚がチームの勝利を目指すのと同じく、組織は内部では全体最適志向、市場では部分最適志向で動くのですが、現実の組織は自分だけ早く終わらせて帰りたい、自分の出世のために最短で成果をあげたいと考える人間で構成されており、この甲藤を乗り越えて組織全体の歩調に合わせることが出来るという点は、一部の生物を例外として(集団で狩をするオオカミとかライオン)人間が動物より優れている大きな違いと言えると思います。
最適化の基準を明確にする
ここまでは最適化の基準を単純にスループット(この場合は単位時間あたりの総移動量)だけで測った場合の話ですが、現実には渋滞やエスカレーターでは必ずしも全員が早く進みたいと考えているとは限らないわけで、むしろ時間に余裕のある人は、急いでいる人に道を空けることによって、他者貢献(自己犠牲ではない)という何物にも代えがたい至高の満足感を得られる可能性があるという屁理屈も成り立つわけです。
最適化の議論をする際によくあるパターンとして「全体最適化が必ずしも人類の幸せの最適化になるとは限らない」というような、話をすり替えて切り返すという地獄のループが始まるのは、最適化の度合いを測る基準が明確になっていないからで、例えば弊社が製造業の最適化の議論を行う場合の基本軸は「購買・製造リードタイムの短縮による在庫の削減」であり、その上で設備や人員という生産資源の制約条件を考慮していきます。
漫才やコントで意図的に話をすり替えて笑いを取ったり、議論を自分の有利な方向に導くために、計算の上で話をすり替えて切り返すこともありますが、ほとんどの人がこれを無意識のうちに無計画にやってしまうため、話が堂々巡りし時間だけが経過して最終的に誰得にもならない結論で終わってしまいます。
工場の生産性向上のため設備の最適化の議論の中で「生産資源を最適化することが必ずしも顧客満足度の最大化には繋がらないのではないか」という反論が出ることで論点がずれてしまうことがあり、これは最適化の度合いを測る基準が明確になっていないことに起因します。
弊社の仕事はITによる業務改善なので、客先でよく「自動的に最適化してくれ」と言われることが多いのですが、これは「世界で一番美味しい料理は何か」と聞かれているのと同じことで、本人にとってどういう形が最適かという基準を教えてくれない限り、こちらは手の打ちようがないのです。
製造業の生産計画のための最適化アプローチ
製造業では、顧客から営業部に届いた受注オーダを元に、出荷を見据えた基準生産計画を作成し、部品構成表を元にして各工程で製造すべき部品と、使用する原材料の正味所要量を計算し、工程ごとの製造ロットを製造リードタイム日数分だけずらしながら、生産資源に作業の割付を行い、負荷オーバー作業が出れば前倒しするなり代替資源へ割り付けるなりして平準化する、という流れで生産スケジュールを作成します。
ここでの負荷オーバーした作業を、1日の生産資源の能力の範囲内に平準化するというプロセスでは、あふれた作業を移動させれば、そこに既に割りついていた作業が玉突き状態で押し出されるという現象が、再帰的に繰り返されることとなり、この調整作業だけでなく、事前にパラメータに設定してあるディスパッチングルール(作業の割付順)や資源評価(作業の割付優先度)を考慮しながら自動で行うことで、最適化されたスケジュールを作成するのが生産スケジューラの機能です。
生産スケジューラで行うこのパラメータ設定だけで、生産資源の平準化、段取り時間の最小化、納期遅れ最小化、炉まとめなどの制約条件を満たす最適解を導き出すのは限界があるため、より最適なスケジュール結果を得るためには、シミュレーションを繰り返した結果をサンプリングし、評価指標となる目的関数(最適化問題において最大化あるいは最小化したい関数)の値が最も最適値に近いものを最適化と評価する最適化アプローチが必要になります。
ビッグデータ時代に、データを分析し最適化し、将来発生しうる納期遅れ、原材料の欠品、段取り多発による生産性の低下、ロットまとめによる過剰在庫など、工場の生産性を低下させ収益構造を悪化させる要因を予測することは、意思決定の迅速化や、業務効率の向上には欠かせません。
この最適化アプローチは、製造業だけでなく小売業におけるフロアスペースの有効活用方法の探索、マーケティング部門におけるトレンドに合った商品提供、輸送部門における最も安全かつ低コストでの配送ルートの確保、財務部門における最大の投資効果を生み出すな資産運用ポートフォリオ決定など、企業経営におけるデータ分析、最適化に活用され、既に多くの企業が売上拡大やコスト削減などを実現しています。