



In production management systems implemented in Japanese manufacturing industries in Indonesia, manufacturing orders are generated from forecast information and confirmed orders using the MRP requirement planning function. However, at Toyota-affiliated auto parts manufacturers, they calculate the number of kanban cards and adjust the excess or shortage relative to the number of kanban cards circulating at the production site. Production Control System in Indonesia It’s not limited to Indonesia, but it’s often said that the ultimate goals of the manufacturing industry are twofold: "cost reduction through productivity improvement" and "delivering products on time without delays." From a management perspective, business plans are crafted to maximize growth based on market supply and demand adjustments. However, even if sales increase due to low pricing, it only reduces gross profit, leading to losses from selling and administrative expenses or non-operating costs. On the other hand, raising unit prices isn’t straightforward due to market price considerations. Therefore, process management based on production plans aimed at reducing costs through ... 続きを見る

E-Kanban with a Strong Implication of Shipping Instructions from Customers
When visiting Japanese trading companies or manufacturers in Indonesia to gather business requirements for system implementation, this statement often refers to e-kanban received via email from customers every morning. This corresponds to delivery instructions for partial shipments against confirmed orders consolidated at the beginning of the month. However, if the total number of shipments via kanban falls short of the confirmed order quantity, it becomes necessary to close the order on the system.
Ideally, our company places bulk monthly orders for goods or materials with suppliers, and deliveries are made in installments synchronized with the movement of kanban from customers, allowing the supply chain between customers, our company, and suppliers to operate in harmony.
In the order placement and receipt process of trading companies, kanban is issued as follows in box units for partial deliveries against order transactions:
- Kanban arrives from the customer.
- Request delivery of the kanban quantity from the supplier.
- After fulfilling the customer’s kanban for the month, close the received and placed orders.
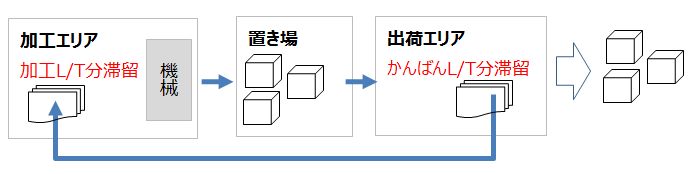
On the other hand, in-process kanban appearing at manufacturing sites is issued as follows in box units for pickup and processing:
- Removed during shipment and accumulated in the shipping area.
- Returned to the processing area and accumulated there.
- Processing begins when it reaches the processing point, and it is inserted into the box.
- Return to step 2.
In-process kanban may also be divided into roles: pickup kanban (movement record) circulating on-site and in-process kanban (production record) serving as production instructions.
- Removed during shipment and accumulated in the shipping area (pickup kanban).
- Returned to the processing area (pickup kanban), the box is picked up (pickup kanban), and accumulated in the processing area (in-process kanban).
- Processing begins when it reaches the processing point and is inserted into the box (in-process kanban).
- Return to step 2.
Issuing Manufacturing Instructions via MRP and Calculating Kanban Cards Serve the Same Purpose
Both manufacturing instructions and kanban are based on actual requirements derived from forecast information processed through MRP by the production management department. However, manufacturing instructions materialize the production plan into work units (push method), while the kanban method results in work units materializing as a post-event outcome when the subsequent process picks up from the previous process based on usage at the production site (pull method).
- Total Manufacturing Instructions = Actual Requirements - Current Inventory + Safety Stock
- Kanban Cards × Box Capacity = Processing Quantity + Daily Required Quantity × (Kanban L/T + Processing L/T + Safety Stock Days)
 The total manufacturing instruction quantity, calculated as net requirements (actual requirements minus current inventory) plus safety stock, differs from the result of multiplying the daily required quantity (actual requirements divided by working days) by (kanban L/T + processing L/T + safety stock days) and adding the processing quantity (processing lot). This difference arises from the kanban L/T accumulated in the shipping area after removal and the processing L/T accumulated in the processing area until reaching the processing point.
The total manufacturing instruction quantity, calculated as net requirements (actual requirements minus current inventory) plus safety stock, differs from the result of multiplying the daily required quantity (actual requirements divided by working days) by (kanban L/T + processing L/T + safety stock days) and adding the processing quantity (processing lot). This difference arises from the kanban L/T accumulated in the shipping area after removal and the processing L/T accumulated in the processing area until reaching the processing point.
Kanban circulating within the factory accumulates in the following three locations:
- Accumulated in the shipping area after removal (Kanban L/T)
Idle period from when kanban is removed during shipment until it returns to the site. - Accumulated at the site until reaching the processing point (Processing L/T)
Period until kanban at the site reaches the processing point + period to complete the processing lot. - Inserted into inventory lots at the site or warehouse (Safety Stock)
The inventory level that must not be breached for N days. If safety stock = 0, it’s the ideal state of operating "without inventory and no delays," but due to uncertainty, extra stock is held as safety stock, calculated from past usage data to statistically avoid shortages.
Thus, the theoretical monthly kanban card count is calculated as follows:
- Variables
A = Processing quantity per batch (requires separate calculation)
B = Daily required quantity
x = Safety stock days
y = Kanban lead time days
z = Processing lead time days
p = Box capacity - Monthly Kanban Card Count
Roundup[{A + B × (x + y + z)} / p]
The number of days shifted for manufacturing instructions should theoretically match the sum of (safety stock days + kanban lead time days + processing lead time days) in kanban calculations.
The "kanban card count × box capacity" is the result of multiplying the daily required quantity (total requirements from forecast divided by working days) by (kanban L/T + processing L/T + safety stock days) and adding the processing quantity (processing lot).
- The purpose of calculating kanban cards is to determine how many cards to increase (or decrease) for the next month’s forecast based on the current month’s circulation.
- In-Process Kanban Card Count = {Processing Quantity + (Daily Required Quantity) × (Kanban L/T + Processing L/T + Safety Stock)} / Capacity
- Processing quantity is the lot currently being processed, while kanban L/T, processing L/T, and safety stock are lots accumulated at the site or storage area.
- Calculate Daily Required Quantity
Import monthly forecast, perform requirement planning (L/T = 0 days), calculate total requirements, and divide by working days. - Calculate How Many Units per Coil
- Standard Coil Weight (kg) = Sheet Width (mm) × 3.4
- Units per Coil = Standard Coil Weight / Weight per Unit
- Calculate Processing Quantity (Lot Size per Batch)
- Minimum Continuous Processing Time (Master Value) – Minimum hours to avoid stopping the machine (consolidated operating time)
⇒ Processing Quantity = Minimum Continuous Processing Time ÷ Cycle Time - Minimum Coil Usage (Master Value) – Minimum number of coils to use up (coil consolidation)
⇒ Processing Quantity = Minimum Coil Usage × Units per Coil - Minimum Processing Days (Master Value) – Minimum days for consolidated production
⇒ Processing Quantity = Minimum Processing Days × Daily Required Quantity
Apply the condition yielding the highest coil usage among the three.
- Minimum Continuous Processing Time (Master Value) – Minimum hours to avoid stopping the machine (consolidated operating time)
- In-Process Kanban Card Count
- Material Kanban Card Count
Impact of Daily Forecast Breakdown on Requirement Planning and Load Calculation
Whether monthly forecast data from customers is processed through MRP with the end-of-month date as the due date without daily breakdown, or with daily breakdown, the total requirements calculated by requirement planning remain the same.

When load calculation is performed with the end-of-month date as the due date, the load against the line capacity for that date is calculated. However, on a monthly basis, the total load against the sum of working days can be confirmed, which matches the total load calculated with daily breakdown.
However, when load calculation is based on weekly forecasts, the load in the first week of the month is understated due to overlap with the previous month, and the load in the last week is overstated due to overlap with the next month. Thus, simply summing the loads calculated from weekly forecasts does not yield the monthly load.
Levelized Production as the Fundamental Premise of Kanban Operation
The kanban method responds to the demand for producing only what is needed in the required quantity. It works well in processes like assembly or welding that can handle small lots, but applying kanban to lot-based production processes like molding or pressing requires building intermediate inventory to be consumed, triggering production requests via signal kanban when the level falls below a certain threshold.
The following four conditions are necessary for the kanban method to function:
- Produce exactly what is picked up by the subsequent process.
- Levelize production volume and variety.
- 100% defect-free products.
- Kanban moves with the physical product.
The person in the subsequent process returns pickup kanban and retains in-process kanban in fixed quantities (calculated through leveling), and stable production to support this requires a system where every process can always produce what is needed, when it’s needed, in the required amount.
This necessitates eliminating variations in production volume and product types. Producing 100 units today and 1 unit tomorrow incurs significant waste and cost in maintaining production readiness.
This is why the kanban method presupposes levelized production.
Leveling involves evenly distributing production across various product types, contrasting with lot production where similar items are produced together. Methods to achieve this include:
- Single setup (externalizing internal setup, standardizing setup) to shorten changeover time (mold change within 10 minutes).
- Multi-skilled workers (utility players capable of multiple positions).
- Mixed production lines handling various product types (mixed-flow production).
Thus, pursuing leveling inevitably leads to one-piece flow.
Combining Kanban Method with a Scheduler
MRP (Material Requirement Planning) is a push-type system where production instructions are issued simultaneously from the production management department (PPIC) to each process. In contrast, the kanban method, based on levelized production, issues production instructions for the required quantity from the final process to the previous process triggered by the subsequent process’s needs (kanban), making it a pull-type system.
In factories adopting the Toyota Production System (TPS), the subsequent process uses e-kanban from customers as a trigger, operating pickup kanban from the final process to the previous process in sequence. Production volume increases/decreases and start timing are managed by adjusting the insertion/removal of pickup kanban from the kanban post (leveling box).
In factories where this kanban pull-back system is well-established, issuing daily production plans from a scheduler and instructing operators to "produce the items on the list according to the lot" causes resistance from operators accustomed to pull-back, rendering them unable to comply.
The basic kanban requirement of producing only what is needed in the required amount suits small-lot processes like assembly or welding. However, in lot-based processes like molding or pressing, where setup load is high and meeting the subsequent process’s demand for specific quantities is challenging, intermediate inventory must be built to a certain level and consumed by the subsequent process.
Thus, even in factories operating with the kanban method, introducing a scheduler to control intermediate inventory in upstream processes that cannot finely respond to pull-back is a viable option.
The core of TPS, the "kanban method," is an operational mechanism at the production site to fulfill received orders by producing only the quantity specified by the kanban cards (kanban cards × capacity) from the subsequent process. Overproduction due to order cancellations can be prevented by fine-tuning kanban circulation speed. However, when production delays occur due to additional orders or machine breakdowns, no matter how much kanban is circulated, production lags.
The kanban method assumes sufficient production capacity for orders. For parts suppliers delivering to automakers, Tier 1 suppliers may manage, but as the subcontracting level drops to Tier 2 or Tier 3, demand fluctuations intensify, making operation challenging.
The kanban method involves stopping to address issues as they arise, using "5 Whys" (repeating "why" five times to uncover root causes) for continuous improvement (kaizen), and iteratively refining the next month’s operations—a site-driven approach. It is not a system to address how to resolve production resource overload due to order fluctuations, so feasibility must be judged by a separate system.
This is where a production scheduler comes in, primarily adjusting bottleneck processes, leveling equipment to a certain extent, confirming a feasible plan, calculating the necessary kanban card count for the order quantity, and handing over site operations to kanban.
Using a Production Scheduler for Production Readiness
A significant barrier to adopting production schedulers has been their integration with the kanban method.
As long as work instructions are issued via in-process kanban, the options are either abandoning kanban for a scheduler or using the scheduler alongside kanban for aspects other than work instructions.
In the kanban method, "production readiness from a 3-month forecast" is standard, referring primarily to the following tasks:
- Calculate requirements from forecast data for raw material and outsourcing arrangements.
- Capacity planning for factory resources based on forecast predictions.
- Visualization of the entire process (overall optimization).
- Delivery management from forecast (backward) and confirmed orders (forward).
- Simulation for throughput maximization.
- Reallocation of in-factory resources.
Even if work instructions are delegated to kanban, performing the above production readiness tasks using scheduler results enables the coexistence of kanban and scheduler.
However, in factories with stable production and minimal demand fluctuations, daily work instructions can be adequately managed by site judgment. As demand fluctuations become harder to predict, creating accurate plans requires rescheduling to reflect variations as much as possible, necessitating scheduler-based work instructions.
System Operation with Site Awareness of Maximum In-Process Inventory and Raw Material Procurement
In Indonesia, the COVID-19 pandemic stalled both car purchases and production, leading to a 79.6% drop in production volume (from 104,847 to 21,434 units) and a 90.6% drop in domestic sales (from 84,059 to 7,871 units) in April 2020 compared to the previous year, severely impacting the vast supplier network of auto parts manufacturers.
During economic downturns, the focus shifts from "how much can be produced" to "preventing overproduction". One method is creating a production plan that does not exceed MAX inventory at the planning stage and ensuring daily plan quantities are met. Another is halting production if the item exceeds MAX inventory at the start, but continuing production flow by prioritizing items below MAX inventory that have completed upstream processes and become in-process inventory.
Systematizing the task of creating production plans that do not exceed MAX inventory is challenging. Moreover, since even minor delays significantly impact subsequent processes and rigid initial plans lose meaning, we recommend a performance-focused system where the site adjusts production while checking if MAX inventory is exceeded. This requires functions to confirm in-process inventory status and upstream progress.
Production delays can stem not only from upstream factors like additional orders or machine failures but also downstream factors like material shortages due to late raw material arrivals. Thus, a mechanism to prevent shipping delays by prioritizing raw material allocation from the warehouse to confirmed or high-priority orders with set delivery dates is essential.
Types of Kanban Methods
Separating Pickup Kanban and In-Process Kanban
Pickup kanban is explicitly distinguished as movement instructions, while in-process kanban serves as production instructions.
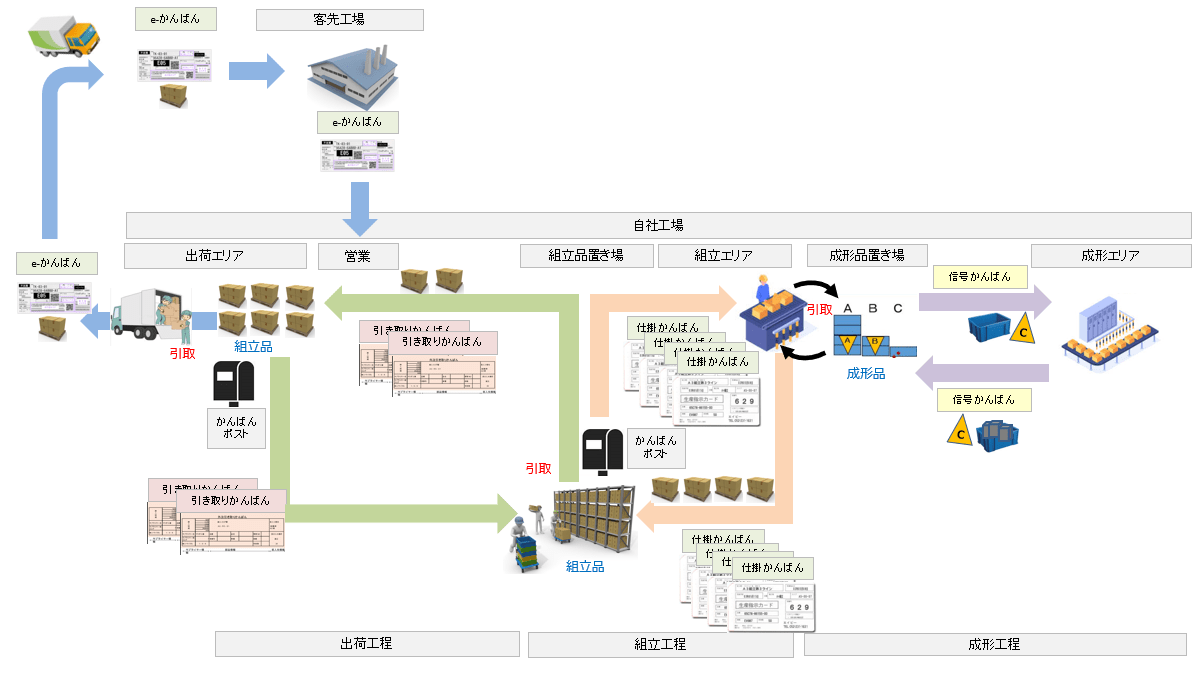
E-kanban sent via email from customers as shipping instructions is swapped with pickup kanban inserted in boxes at the shipping area and shipped to the customer with the box (in this case, 1 box). The shipment is verified with the delivery note and e-kanban. The replaced pickup kanban accumulates at the kanban post.
Pickup kanban left at the shipping area’s kanban post, once a set number accumulates (in this case, 2 cards), is returned to the assembly storage area, swapped with in-process kanban inserted in boxes, and the in-process kanban is returned to the kanban post, pulling 2 boxes to the shipping area.
In-process kanban left at the assembly area’s kanban post, once a set number accumulates (in this case, 4 cards), is returned to the assembly area to start assembly work.
For upstream processes like molding, with short takt times and continuous batch production, signal kanban is used to start molding when MIN inventory is breached.
Combining Pickup Kanban and In-Process Kanban as In-Process Kanban
Both pickup kanban and in-process kanban are treated as in-process kanban circulating within the same process.
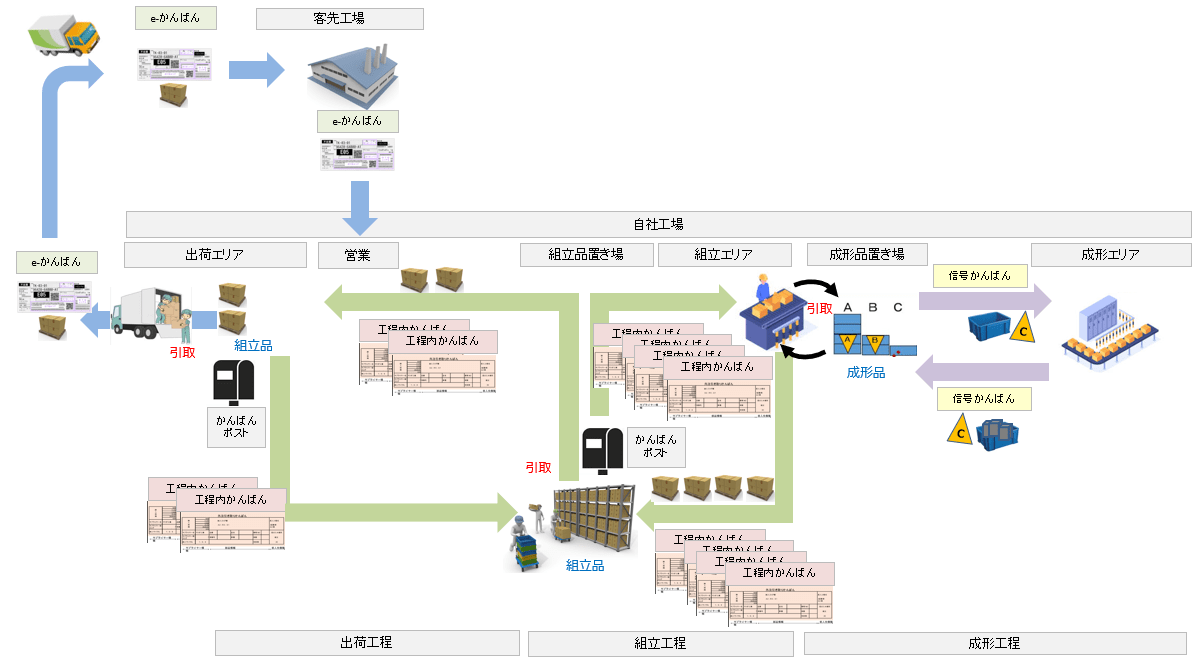
The basic flow remains the same, but in-process kanban left at the shipping area, once a set number accumulates at the kanban post (in this case, 2 cards), is returned to the assembly storage area’s kanban post, pulling 2 boxes to the shipping area.
In-process kanban left at the assembly area’s kanban post, once a set number accumulates (in this case, 4 cards), is returned to the assembly area to start assembly work.
The kanban card count refers to the total of (pickup kanban + in-process kanban) or the number of in-process kanban cards, calculated as follows:
Toyota Needs to Create an Input Plan for a Levelized Line
The pull-type kanban method, where the site autonomously pulls the required items in the necessary quantities from the previous process and produces only what is needed when shortages occur, is often contrasted with the push-type MRP production plan created by the management organization. However, at Toyota’s final assembly plant, the top of the supply chain, detailed scheduling of "what to flow in which order" is meticulously calculated on a daily and hourly basis.
To support this input sequence schedule at Toyota’s assembly plant, e-kanban (pickup kanban) shipping instructions are issued five or six times daily for partial deliveries. Theoretically, supplier factories need not create production plans, but since they are required to provide what is needed, in the required quantity, at the necessary timing, daily instructions must be levelized with consistent varieties and quantities. Otherwise, production readiness, such as staffing arrangements or line reconfiguration, cannot keep up.
The kanban method, requiring every process to always produce what is needed, when needed, in the required amount, demands eliminating variations in production volume and product types. Producing 100 units today and 1 unit tomorrow incurs excessive waste and cost in maintaining production readiness, so Toyota’s assembly plant deliberately schedules mixed-flow production, dispersing vehicle types across the line to avoid exceeding its own and suppliers’ production capacities, even with high orders for a single model.
In other words, supplier factories need not create production plans because Toyota’s assembly plant meticulously crafts a levelized production plan on their behalf.