



In Indonesia, an increasing number of Japanese manufacturing companies have been introducing production schedulers to create production plans that can respond to market demand fluctuations. This section explains the steps and effects of introducing a production scheduler from the perspectives of why inventory is necessary, why inventory represents a cost, and the trade-off relationship between opportunity loss and excess inventory. Production Scheduler in Indonesia In Indonesia's Japanese manufacturing industry, the adoption of production management systems has been increasing. However, when it comes to one of the key challenges in production management—creating feasible production plans that take machine and equipment loads into account—manual work using Excel remains the standard practice. As a result, the demand for production schedulers is expected to grow in the future. 続きを見る

The Importance of a DX Perspective Aimed at Business Reform
Introducing a production scheduler should focus on maximizing the production efficiency of bottleneck processes, which are the root cause of issues like delivery delays and excess inventory. It’s crucial to proceed with the premise that current business practices will be updated through this introduction.
If the introduction targeting bottleneck processes works well, expanding to preceding and subsequent processes should be relatively smooth. However, if the planning organization remains conventional with separate personnel assigned per process, the plan will remain fragmented by process.
A common pre-introduction question is, “If multiple people want to reschedule, do we need to buy licenses for each person?” However, production planning with a scheduler is fundamentally most effective when one person oversees all processes end-to-end to create flow in production. Introducing a scheduler to establish production flow yet continuing with multiple planners passing the plan like a bucket relay contradicts the purpose.
With a production scheduler, processes previously planned as independent variables shift to dependent variables. The planning process via the scheduler becomes the sole independent variable, fundamentally revising how work is done.
Introducing a production scheduler should not be treated merely as a systemization project but as a digital transformation (DX) initiative aimed at business reform—this is a key factor in ensuring project success.
Inventory Reduction Through Production Schedulers
Role Within Business Flow
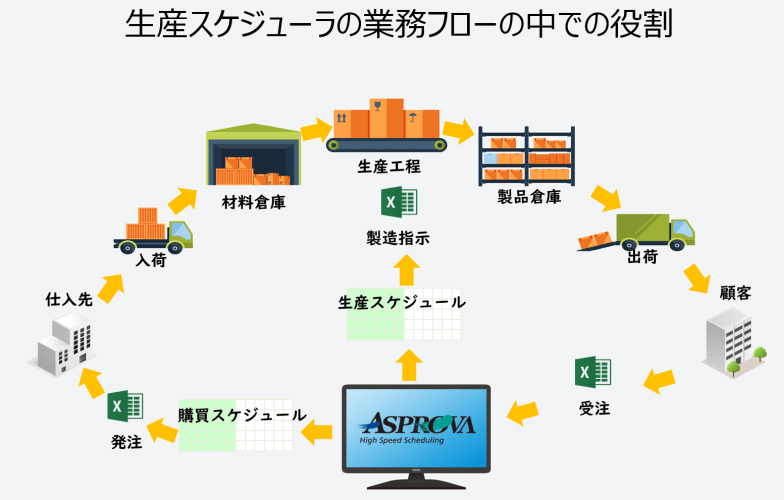 The basic role of a production scheduler within the business flow is to create the most production-efficient schedule and a procurement schedule that avoids material shortages based on customer orders, preventing delivery delays.
The basic role of a production scheduler within the business flow is to create the most production-efficient schedule and a procurement schedule that avoids material shortages based on customer orders, preventing delivery delays.
In other words, a production scheduler simultaneously achieves the ultimate goals of manufacturing: "cost reduction through productivity improvement" and "delivering on time without delays."
Automatic Generation of Process- and Machine-Specific Production Schedules
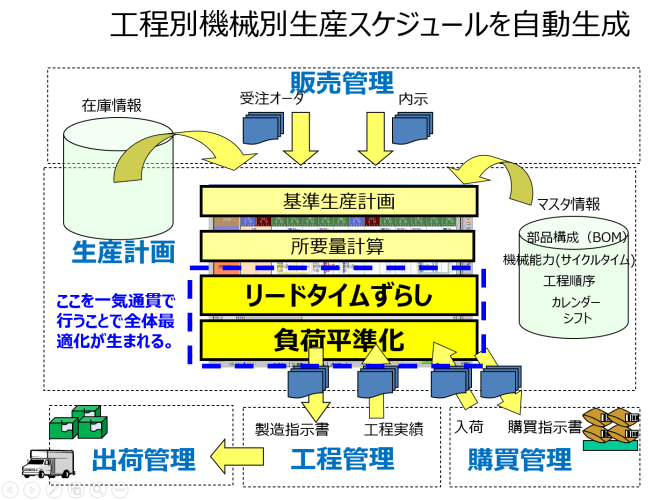 At your factory, you might create a production schedule based on product completion dates from sales orders and post it on the production management department (PPIC) whiteboard. However, manufacturing sites likely operate based on process-specific schedules broken down accordingly.
At your factory, you might create a production schedule based on product completion dates from sales orders and post it on the production management department (PPIC) whiteboard. However, manufacturing sites likely operate based on process-specific schedules broken down accordingly.
Creating these process-specific schedules is challenging because assignable tasks vary by machine type and capacity, requiring load considerations across processes.
When order quantities change or rush orders interrupt, the entire schedule is affected, making revisions burdensome. Asprova, however, instantly adjusts to a feasible schedule based on pre-set master data.
Inventory Reduction Through Lead Time Shortening
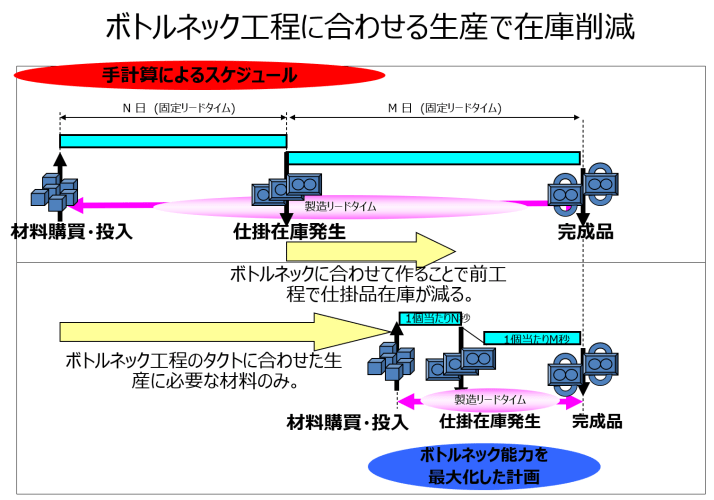
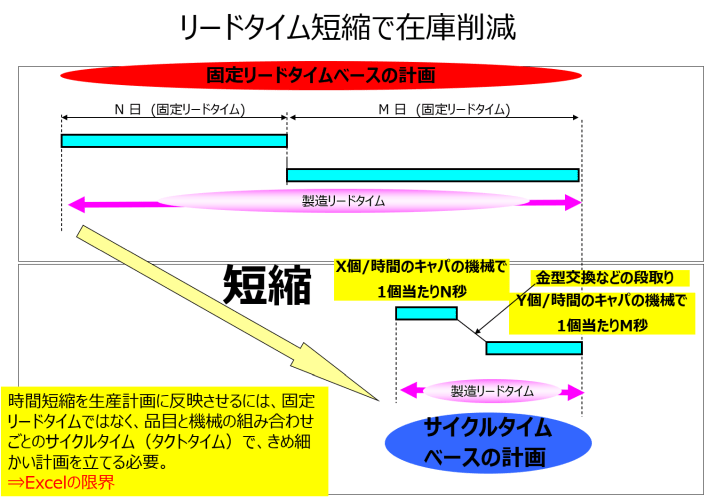 With a production scheduler, materials arrive at the necessary timing, production lead times shorten, and products are completed just before shipment, reducing in-process work-in-progress inventory, material warehouse stock, and finished goods warehouse inventory.
With a production scheduler, materials arrive at the necessary timing, production lead times shorten, and products are completed just before shipment, reducing in-process work-in-progress inventory, material warehouse stock, and finished goods warehouse inventory.
Asprova shortens lead times not only by generating cycle-time-based schedules but also by dispatching (assigning tasks) tailored to site constraints and creating schedules centered on bottleneck processes, preventing inventory buildup in preceding processes.
Lead Time Shortening Through Dispatching (Task Assignment)
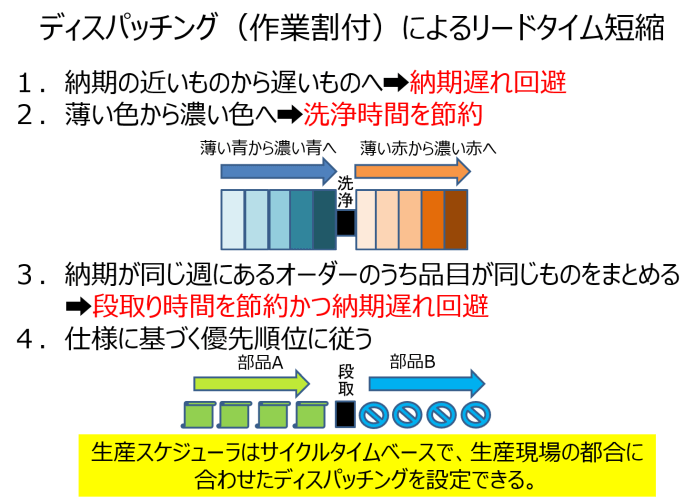 An example of dispatching: in the painting process, scheduling tasks from light to dark shades of the same color family saves cleaning setup time.
An example of dispatching: in the painting process, scheduling tasks from light to dark shades of the same color family saves cleaning setup time.
Consolidating the same items for production reduces the frequency of mold or jig changes, and specifying consolidation periods prevents inventory buildup.
A production scheduler can set cycle-time-based dispatching tailored to production site needs.
Inventory Reduction by Aligning Production with Bottleneck Processes
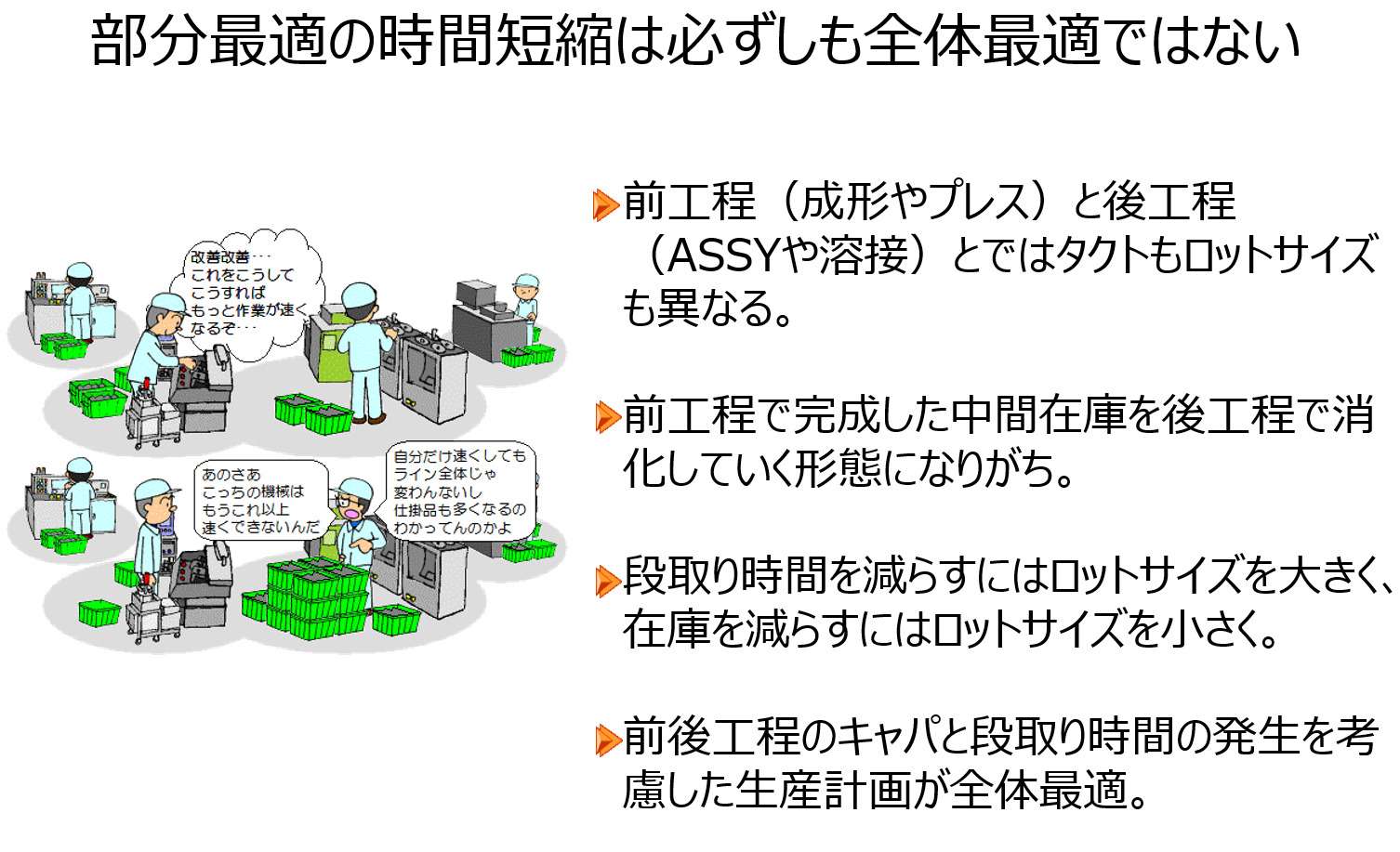
 In Indonesian factories, a common pattern is upstream processes like pressing or molding and downstream processes like welding or assembly (ASSY). Since downstream takt times are longer, full operation of upstream processes causes intermediate inventory buildup.
In Indonesian factories, a common pattern is upstream processes like pressing or molding and downstream processes like welding or assembly (ASSY). Since downstream takt times are longer, full operation of upstream processes causes intermediate inventory buildup.
Shortening upstream lead times isn’t always optimal for the factory. A production scheduler creates schedules maximizing bottleneck capacity, preventing in-process inventory stagnation.
Relationship Between Bottleneck Processes and Output
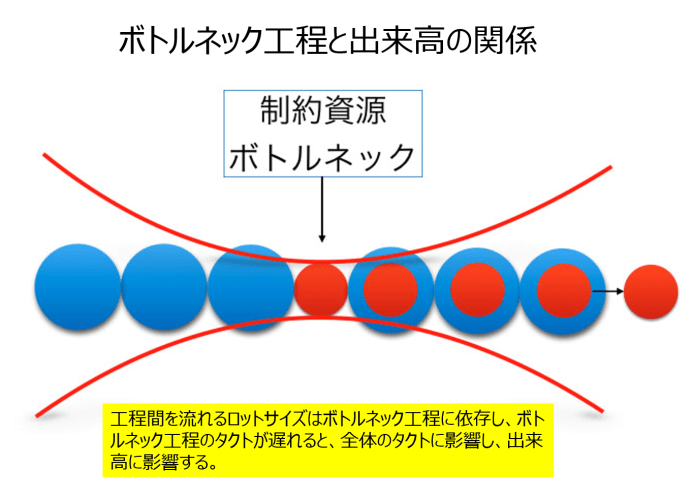 Lot sizes flowing between processes depend on the bottleneck process. Delays in the bottleneck takt affect the overall takt and output.
Lot sizes flowing between processes depend on the bottleneck process. Delays in the bottleneck takt affect the overall takt and output.
The well-known Theory of Constraints (TOC) is a theory that maximizes overall throughput by maximizing bottleneck process capacity. Asprova generates schedules with bottleneck processes scheduled forward and upstream processes backward, avoiding intermediate inventory buildup.
Independent and Dependent Variables
For any business system, including a production scheduler, to deliver visible results, you must first identify current issues, pinpoint their root causes, and improve them—similar to how an Aikido technique controls the opponent’s entire body by precisely targeting a vital point.
A clear, visible factory issue is delivery delays or excess inventory, often caused by bottleneck processes reducing overall productivity.
Since lot sizes flowing between processes depend on the bottleneck, delays in its takt affect overall takt and output. The Theory of Constraints (TOC) posits that maximizing bottleneck capacity maximizes overall throughput.
The process that first reaches 100% utilization when factory resources are maximized is the bottleneck. Upstream, work-in-progress inventory accumulates, and the production speed of all processes is dictated by the bottleneck’s capacity.
Conversely, keeping the bottleneck’s efficiency at 100% allows the factory to operate at 100% capacity, highlighting it as a key improvement focus.
Delivery delays and excess inventory, which cannot be directly controlled, are called dependent variables. The bottleneck’s productivity, controllable through production plan revisions, is an independent variable.
Improving this independent variable requires scheduling centered on the bottleneck, which is why production schedulers are considered.
The ultimate way to eliminate bottlenecks is the Toyota Production System (TPS), which assumes leveled, high-variety, low-volume production lines. However, for many factories with limited resources responding to demand fluctuations, achieving leveled production across all lines is extremely difficult.
Relationship Between Opportunity Loss and Inventory Costs
Partial Optimization of Time Reduction Isn’t Always Overall Optimization
 While introducing a production scheduler to reduce inventory is beneficial, inventory also serves as a risk hedge against opportunity loss. Management might judge that bearing inventory costs to reduce opportunity loss is worthwhile.
While introducing a production scheduler to reduce inventory is beneficial, inventory also serves as a risk hedge against opportunity loss. Management might judge that bearing inventory costs to reduce opportunity loss is worthwhile.
Inventory necessity should be debated from an overall optimization perspective. As mentioned, overproducing upstream and stacking intermediate inventory before a slower downstream process is wasteful inventory cost.
Overall Factory Optimization Over Process-Specific Partial Optimization
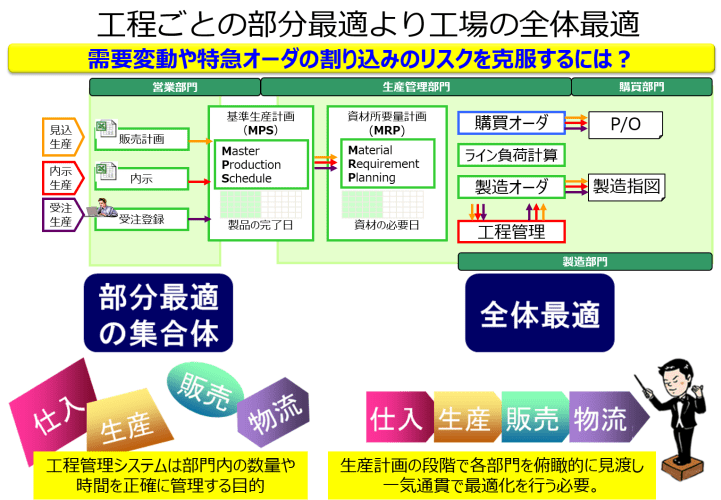 Typical production management systems (ERP) aim for department or process management, ignoring relationships with preceding or subsequent departments/processes, focusing on accurately tracking internal quantities and times.
Typical production management systems (ERP) aim for department or process management, ignoring relationships with preceding or subsequent departments/processes, focusing on accurately tracking internal quantities and times.
This is called partial optimization, but reducing factory-wide inventory requires overall optimization considering inter-process relationships.
Overall Optimization Through Value-Added Improvement via Time Reduction
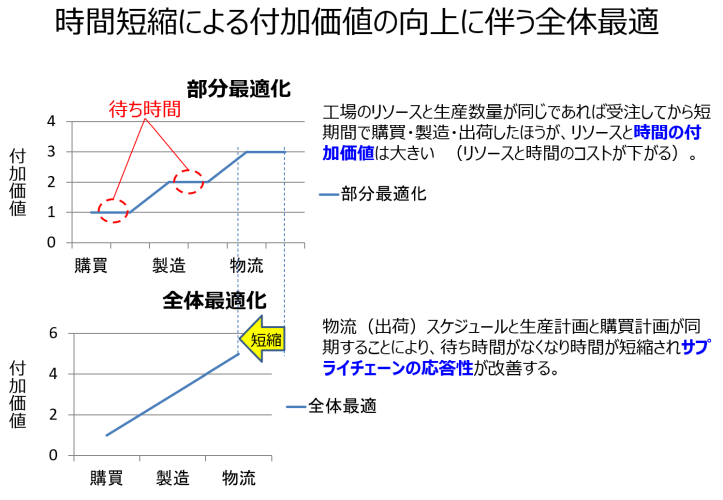 Producing and shipping with shorter lead times after receiving orders increases the value-added per hour from production equipment and reduces indirect costs applied to products.
Producing and shipping with shorter lead times after receiving orders increases the value-added per hour from production equipment and reduces indirect costs applied to products.
Supply chain quality is evaluated by reliability, responsiveness, and flexibility. Improving from a long-wait schedule to a short one enhances internal supply chain responsiveness (agility).
Why Inventory Is an Interest Cost
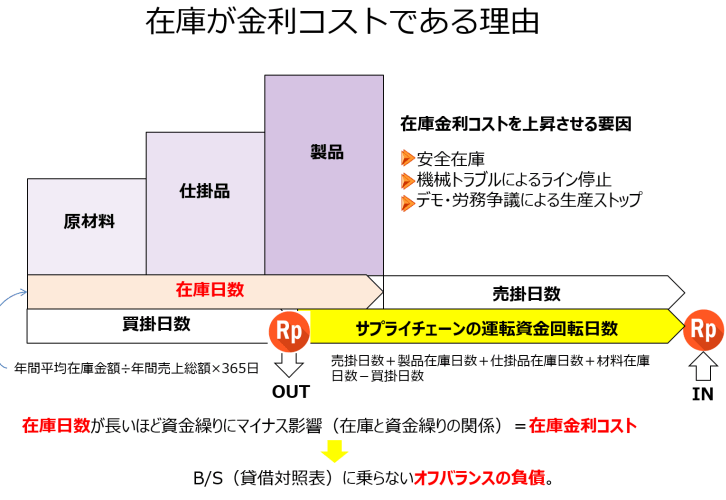 Factors negatively impacting cash flow include accounts receivable days, finished goods inventory days, work-in-progress inventory days, and material inventory days, while accounts payable days have a positive impact. Longer inventory days negatively affect cash flow.
Factors negatively impacting cash flow include accounts receivable days, finished goods inventory days, work-in-progress inventory days, and material inventory days, while accounts payable days have a positive impact. Longer inventory days negatively affect cash flow.
Factors lengthening inventory days include safety stock, line stoppages due to machine issues, and production halts from labor disputes. These risk-related inventory costs are off-balance-sheet liabilities not reflected on the B/S.
Why Inventory Is Needed Despite Costs
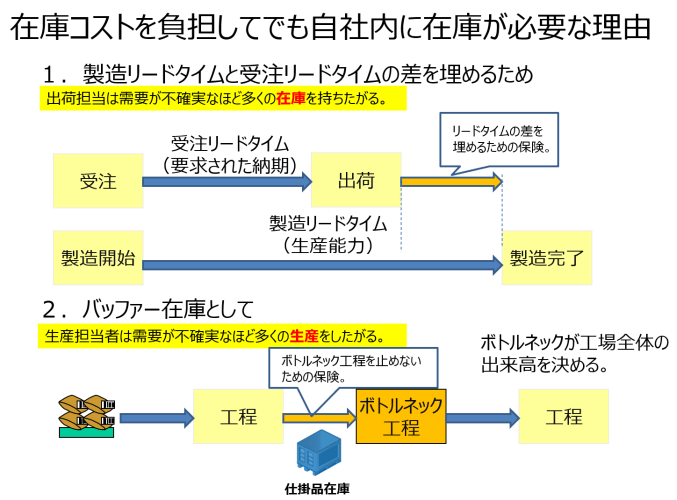 There are two reasons inventory is needed despite its costs.
There are two reasons inventory is needed despite its costs.
First, it bridges the gap between production and order lead times. Typically, production lead times are longer than order lead times, so inventory acts as an insurance buffer.
Second, it serves as a buffer to avoid stopping bottleneck processes. Since bottleneck processes determine factory throughput and cannot stop, they require a constant buffer of input items from upstream processes.
Balancing inventory costs and risk mitigation is tricky. Generally, shipping personnel prefer more inventory with high order variability, and production personnel favor more production with high demand variability.
Trade-Off Between Opportunity Loss and Inventory Costs
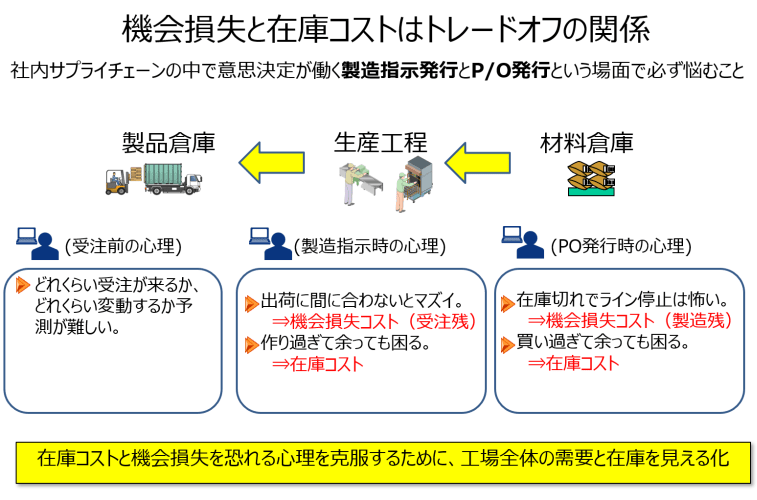 Opportunity loss (order backlog) from lacking products to ship despite orders and inventory costs from over-purchasing materials or overproducing products are in a trade-off relationship.
Opportunity loss (order backlog) from lacking products to ship despite orders and inventory costs from over-purchasing materials or overproducing products are in a trade-off relationship.
Human nature drives overproduction to recover from order backlogs, which reduces backlog risk quickly but increases inventory.
Reducing the fear of opportunity loss and inventory costs involves understanding demand trends and inventory across the internal supply chain. A production scheduler achieves overall optimization by visualizing the entire factory.
Core System Implementation Case Study
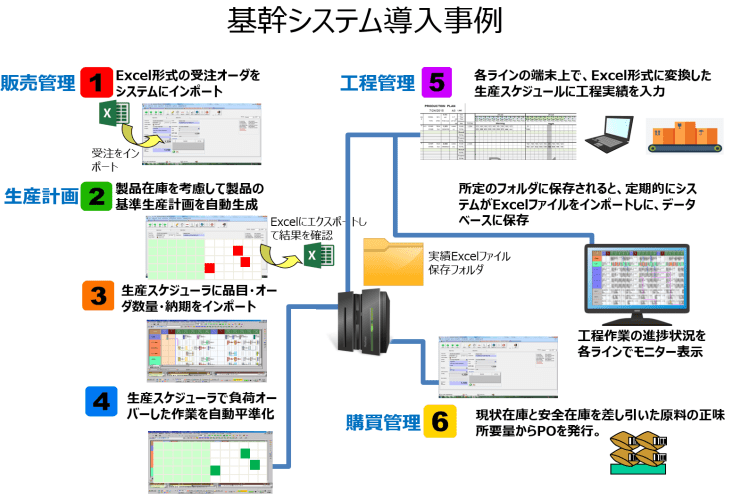 A case study of achieving factory visualization using the production scheduler Asprova.
A case study of achieving factory visualization using the production scheduler Asprova.
Displaying demand-based production schedules on monitors shares current production progress. Site personnel can input performance data via a familiar Excel-based UI.
Visualizing downstream demand, required material quantities, and current inventory prevents overproduction and shortages, maintaining appropriate in-process inventory while creating production flow.
Pre-Introduction Preparation and Standard Implementation Steps for Production Schedulers
Standard Implementation Steps
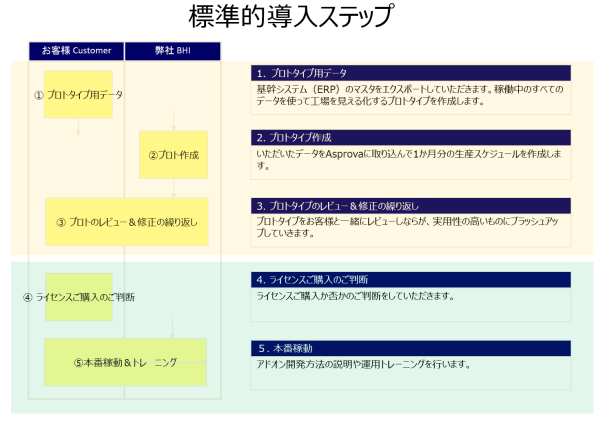 The ideal is to refine a prototype to a production-ready level, enabling immediate operation post-purchase.
The ideal is to refine a prototype to a production-ready level, enabling immediate operation post-purchase.
First, export master data from your core system (ERP). Create a prototype visualizing the factory using all operational data.
Next, import the data into Asprova to create a one-month production schedule.
Then, review the prototype with the customer, refining it into a highly practical tool.
Finally, upon your decision to purchase the license, we provide operation training and add-on development training.
Data Required for Prototype Creation
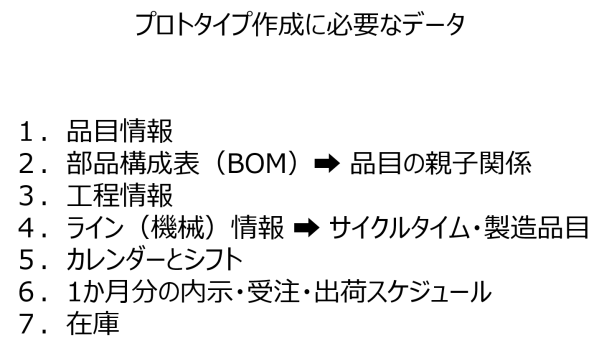 We request master data for prototype creation. Providing all data without narrowing down parts or machines targeted for scheduling ensures smoother operation post-prototype.
We request master data for prototype creation. Providing all data without narrowing down parts or machines targeted for scheduling ensures smoother operation post-prototype.
Prototypes are created free of charge, and the workload remains similar regardless of data volume.
Required information includes item data, Bill of Materials (BOM) for parent-child relationships, process data, line (machine) data for cycle times per item, and calendar/shift data.
Additionally, one month’s forecast, order, and shipment schedules, plus beginning-of-month inventory data, are needed for the prototype.
Business Flow After Asprova Implementation
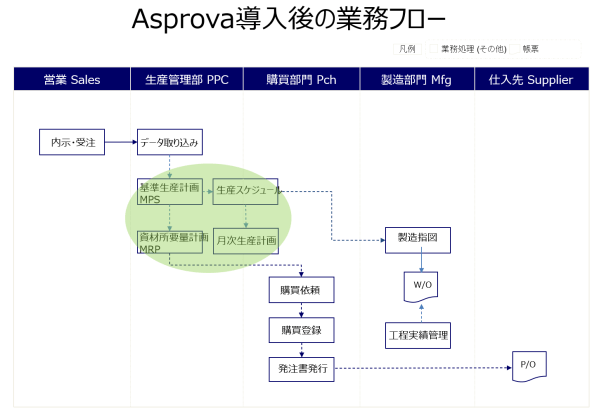 The business flow post-Asprova covers creating the Master Production Schedule, generating production schedules before breaking down into production instructions, monthly production planning, and calculating material/parts requirements via MRP.
The business flow post-Asprova covers creating the Master Production Schedule, generating production schedules before breaking down into production instructions, monthly production planning, and calculating material/parts requirements via MRP.
Implementation Schedule
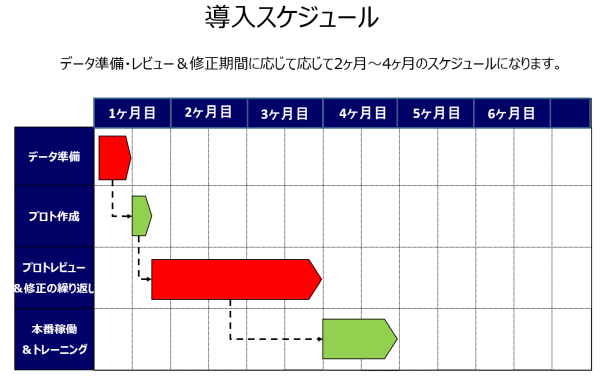 The schedule ranges from 2 to 4 months, depending on data preparation and review/revision periods.
The schedule ranges from 2 to 4 months, depending on data preparation and review/revision periods.
Quickly providing master data accurately reflecting current production activities is key to shortening the implementation period.