



The reasons why operating an MRP (Material Requirement Planning) system in Indonesia is challenging include the difficulty in tracking which demand a generated production order is linked to due to the influence of varying "production lot sizes" and "lead time offsets" per item, as well as the complexity of considering links with already-issued production orders when deducting forecasts with confirmed orders. Production Scheduler in Indonesia In Indonesia's Japanese manufacturing industry, the adoption of production management systems has been increasing. However, when it comes to one of the key challenges in production management—creating feasible production plans that take machine and equipment loads into account—manual work using Excel remains the standard practice. As a result, the demand for production schedulers is expected to grow in the future. 続きを見る

How Lot Consolidation and Lead Time Offsets Complicate MRP-Based Production Planning
One of the primary reasons production planning is considered the most challenging area in business system operations is that, when performing material requirement planning based on demand (Master Production Schedule, MPS), the influence of "production lot sizes" and "lead time offsets" makes it difficult to see which demand the generated production orders are tied to.
With production lot consolidation, "remaining current-month product orders = remaining current-month product production (planned)" does not hold true. With purchasing lot consolidation, "remaining current-month material receipts (planned) = remaining current-month material inputs (planned)" does not hold, and although the inventory to be allocated for calculating material dependent demand for next month’s forecast should be end-of-month inventory under a zero-day production lead time condition, it becomes the inventory at "end-of-month date - lead time days" when a lead time exists.
This management becomes more complex when multiple product types use common materials, further obscuring the linkage between production orders and sales orders. Additionally, a production scheduler automatically shifts overloaded operations forward or reassigns them to available resources to avoid exceeding daily production capacity.
Automating the daily load leveling that humans previously did manually is arguably the greatest feature of a production scheduler. However, this inevitably produces results different from the arbitrary assignments humans made in their heads, leading to negative feedback like "Why is this operation assigned to this machine at this time?" If the reasoning isn’t understood, it’s often perceived as "Operations aren’t assigned as I want them to be."
Challenges of Cutoffs and Reverse Calculation from Performance
The biggest reason system cutoffs are difficult is that orders entered in the past still exist and are ongoing at the cutoff point. Planning system cutoffs are harder than performance system cutoffs because data management at the cutoff point is less clear in planning systems. In performance system cutoffs, backlogs like order backlog, purchase order backlog, and issued invoices are clear, but in planning system cutoffs, production backlog (issued production instructions) is unclear (some sites haven’t issued instructions).
Since cost accounting is performance-based, you can either "calculate material costs based on end-of-month inventory value" or "calculate end-of-month inventory value based on material costs." However, material requirement planning is forecast-based, so you cannot "calculate this month’s planned input quantity based on this month’s end inventory quantity." Instead, you can only "predict this month’s end inventory quantity based on this month’s order quantity and planned material input quantity."
Confirmed Orders Are Added, Forecasts Are Replaced
When the demand data for MRP calculation includes both forecasts and confirmed orders, a challenge arises in replacing them smoothly without omissions or duplications when the latest data arrives from customers.
- Information previously received as a forecast has now become a confirmed order.
- This confirmed order includes duplicates of the previous confirmed order.
Overlapping confirmed orders and forecasts from customers must be managed in the system to avoid double registration.
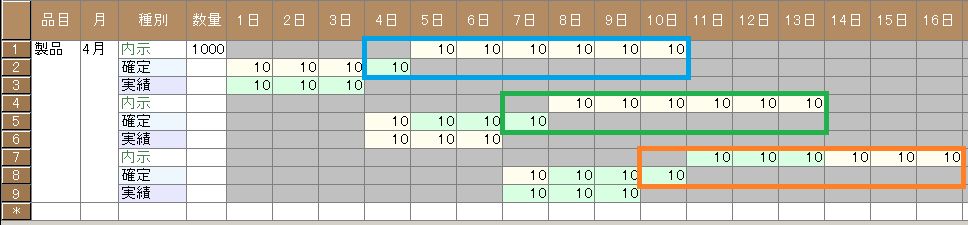 In the order plan table above, when receiving the latest data totaling 10 days—4 days of confirmed orders (row 2) and 6 days of forecasts (row 1)—with 3 days of production instructions (row 3), the order backlog at the start of the month is 4 days - 3 days = 1 day. Adding 6 days of forecasts gives 7 days as the MRP target (blue frame).
In the order plan table above, when receiving the latest data totaling 10 days—4 days of confirmed orders (row 2) and 6 days of forecasts (row 1)—with 3 days of production instructions (row 3), the order backlog at the start of the month is 4 days - 3 days = 1 day. Adding 6 days of forecasts gives 7 days as the MRP target (blue frame).
Three days later, receiving another 10 days of data—4 days of confirmed orders (row 5) and 6 days of forecasts (row 4)—with 3 days of production instructions (row 6), the order backlog is 4 days - 3 days = 1 day. Adding 6 days of forecasts gives 7 days as the MRP target (green frame).
Another three days later, receiving 10 days of data—4 days of confirmed orders (row 8) and 6 days of forecasts (row 7)—with 3 days of production instructions (row 9), the order backlog is 4 days - 3 days = 1 day. Adding 6 days of forecasts gives 7 days as the MRP target (red frame).
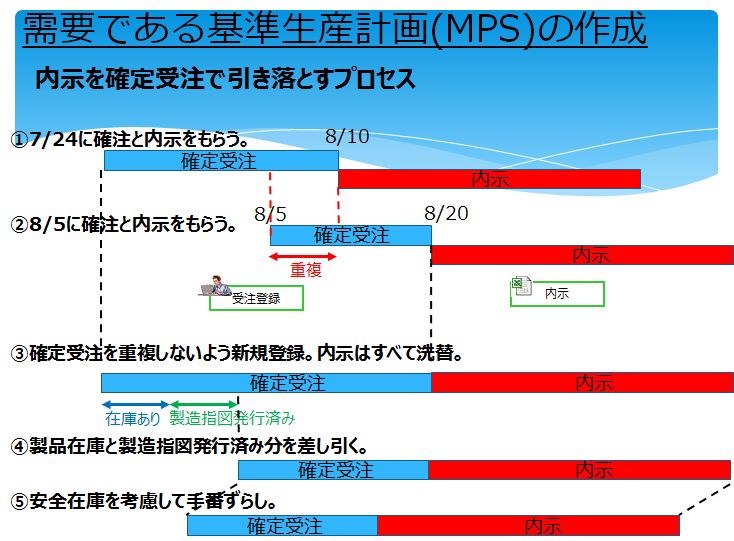 A specific method to replace forecasts with confirmed orders is to add only new confirmed orders and replace all forecasts. In theory, this prevents both double registration of confirmed orders and forecasts.
A specific method to replace forecasts with confirmed orders is to add only new confirmed orders and replace all forecasts. In theory, this prevents both double registration of confirmed orders and forecasts.
To avoid overproduction, the confirmed production backlog, resulting from issuing production instructions based on the latest production orders exploded from demand, must be subtracted from the order backlog (registered orders without inventory).
- Incorporate the first latest data: confirmed orders (days 1-4) and forecasts (days 5-10).
- Register confirmed orders (days 1-4), but with production instructions (days 1-3) already issued, the order backlog (day 4) + forecasts (days 5-10) becomes the MRP target.
- Incorporate the second latest data: confirmed orders (days 4-7) and forecasts (days 8-13).
- Register confirmed orders (days 5-7) from confirmed orders (days 4-7) that don’t overlap with previously registered order numbers, but with production instructions (days 4-6) already issued, the order backlog (day 7) + forecasts (days 8-13) becomes the MRP target.
- Incorporate the third latest data: confirmed orders (days 7-10) and forecasts (days 11-16).
- Register confirmed orders (days 8-10) from confirmed orders (days 7-10) that don’t overlap with order numbers registered in the first and second rounds, but with production instructions (days 7-9) already issued, the order backlog (day 10) + forecasts (days 11-16) becomes the MRP target.
When confirmed orders and forecasts coexist in MRP demand, adding only new confirmed orders and replacing all forecasts prevents demand duplication.
Why Confirmed Receipt Quantities in MRP Link to Orders by Advancing Despite Ignoring Time Constraint Violations
Material Requirement Planning (MRP) performs requirement planning based on the MPS (Master Production Schedule demand), calculating net requirements by subtracting current inventory of work-in-progress or materials, while "advancing" by the lead time (L/T) to determine the issuance timing of purchase or production orders.
Given this premise of "advancing" from due dates starting with downstream processes, if an order is confirmed "delayed" due to a schedule slip, within the condition of avoiding time constraint violations, it becomes necessary to generate replenishment orders for the shortfall in the next process.
However, since MRP’s core is accurate net requirement calculation, when an order is confirmed "delayed" and its receipt quantity is finalized, the shortfall in demand is addressed by "advancing" the "delayed" order—ignoring time constraint violations—rather than generating excess orders. In other words, MRP prioritizes net requirement calculation over lead time offsets.
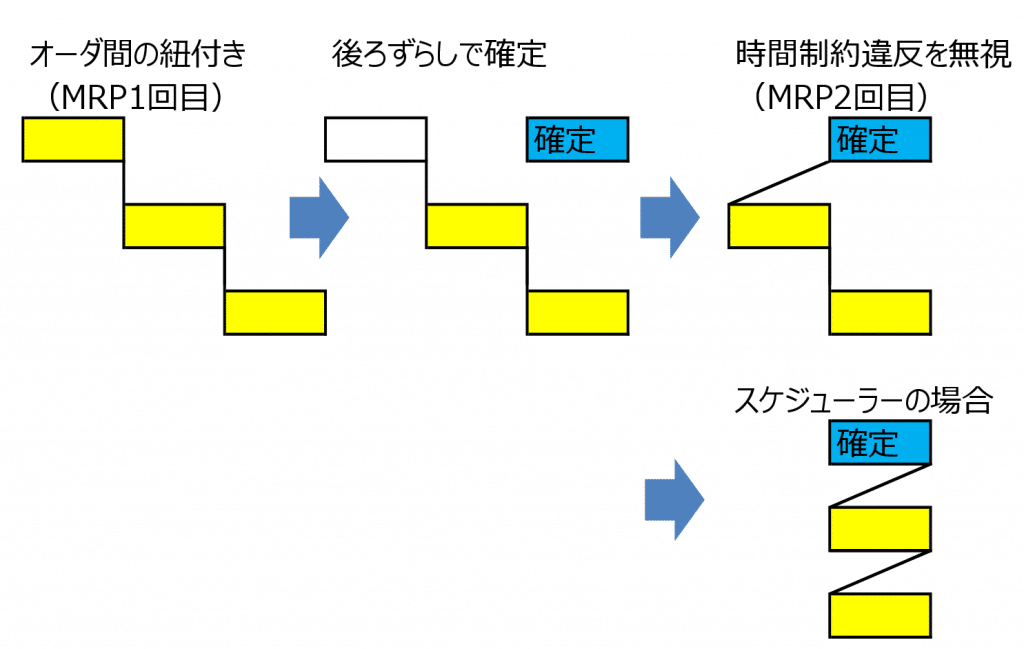 This function to avoid excess orders with confirmed receipt quantities can, from a human operator’s perspective, make it harder to see the linkage between orders.
This function to avoid excess orders with confirmed receipt quantities can, from a human operator’s perspective, make it harder to see the linkage between orders.
In MRP, a delayed confirmed order is forcibly linked to an earlier-needed order. In a production scheduler, however, when an order is confirmed delayed, preceding and subsequent operations are pulled along with it. Orders exceeding the assignment start date into past days are either "ignored" and assigned with infinite capacity penetration or "force-assigned" and stacked within the planning base date with infinite capacity.
"One Week of Orders" Consolidated Production
Since sales orders are delivery schedules requested by customers, quantity changes or modifications like consolidation are not allowed. However, the Master Production Schedule (MPS) demand fulfilling sales orders and the production orders fulfilling the MPS can be freely consolidated within the factory.
From the sales order perspective, the nearest lot consolidation is the production lot of the product passing through the final process. From the MPS perspective, it’s the production lot of work-in-progress.
Since the MPS, MRP’s source data, is production orders based on product completion dates, the consolidated lot is the production lot of upstream work-in-progress. For APS (Advanced Planning and Scheduling), the source data is sales orders, so the consolidated lot is the production lot of upstream products—i.e., the MPS.
- Sales Order: Delivery schedule requested by the customer, unchangeable
- Production Order: Demand (internal production) for sales orders
- Transfer Order: Inter-warehouse transfer
- Purchase Order: Demand (materials/external) for production orders
"Producing 7 days of shipments together" means "issuing production instructions by consolidating 7 days of shipments of the sales order item (product) into one production lot." Thus, the production order item to be consolidated is the product, the output item of the final process, with the following settings applied to the product:
- Lot Sizing Period: 7 days
- Lot Sizing Cycle: Week
- Lot Sizing Start: Monday

"Ten Days of Production" Consolidated Purchase
Similarly, when issuing purchase instructions by consolidating 10 days of material requirements into one purchase lot, the output item of the purchase order to be consolidated is the material, requiring the following settings for the material:
- Lot Sizing Period: 10 days
- Lot Sizing Cycle: Month
- Lot Sizing Start: 1st of the month

Production Backlog in the Order Plan Table
As mentioned earlier, when demonstrating a scheduler in Indonesian factories, topics that resonate well with local production managers are capacity planning and material procurement demos.
In material procurement, requirement calculations and order timing calculations are performed, likely because these are tangible deliverables of system implementation.
Unless it’s Make-to-Order (MTO) production, order information and the Master Production Schedule (MRP’s product completion dates) are typically not linked.
Assuming zero manual adjustment time from product completion to shipment, MRP is run based on shipment dates (forecasts/confirmed) to create a production plan. The state of issued production orders that are yet to be shipped becomes the production backlog.
This is akin to calling confirmed but unshipped orders the order backlog.

Difference Between Production and Supply
When the production lead time (L/T) is set to 0 days in MRP, the supply date (IN) and demand date (OUT) are the same, so the production in the production schedule matches the supply in the PSI table. However, if the production start and end dates span multiple days, the supply quantity is apportioned daily based on production capacity.
In other words, production is start-date-based, while supply is completion-date-based.
- Production: Production Plan > Production Instructions > Production Instruction Document (Production Schedule)
- Purchasing: Purchasing Plan > Purchase Order Creation > Purchase Order (Purchasing Schedule)
The primary deliverable of production planning is the production schedule (monthly production plan), detailing when and how many of what to start producing.
PSI Table (Supply-Demand-Inventory Transition Based on Completion Date)
Production management, sales management, and inventory management systems are often bundled as a single production-sales-inventory (PSI) system because they can manage Supply (IN) - Demand (OUT) = Current Inventory (Balance).
Originally, PSI aimed to track product inventory quantities within supply-demand transitions, simply calculated from the IN and OUT of products or materials.
In the PSI table, for products, it’s Production (actual), Sales (shipments), and Inventory. For materials, it’s Receipt (material arrivals), Consumption (material usage), and Inventory.
Data Required for Performance-Based and Plan-Based PSI Creation
To view an item’s supply (production) and demand (consumption), you need to list the total "receipts" from the process where the item is output and the total "issues" from the process where it’s input.
For a performance-based PSI in a production management system, aggregate the relevant item daily from the production performance table and input performance table. For a plan-based PSI in a scheduler, aggregate the relevant item daily from operation output instructions and operation input instructions.
- Performance-Based "Production Performance Table" = Plan-Based "Operation Output Instructions"
- Performance-Based "Input Performance Table" = Plan-Based "Operation Input Instructions"