



The core of a production management system is MRP II (Manufacturing Resource Planning), and the core of MRP II is MRP I (Material Requirement Planning), where preparing an accurate MPS (Master Production Schedule) is critical.
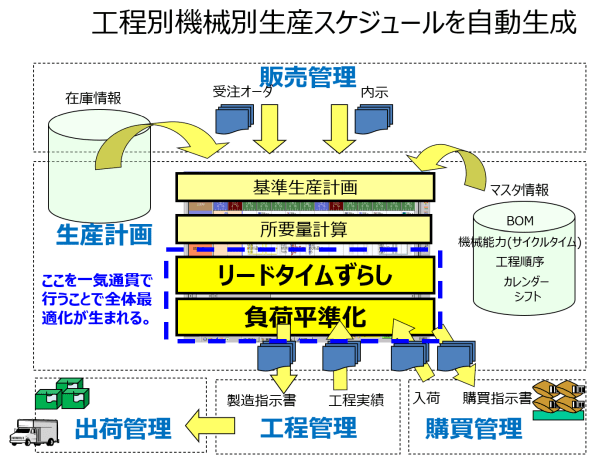
APS is the process of seamlessly generating MPS from orders, creating manufacturing orders with MRP, and generating purchase orders after load leveling.
-

-
Production Scheduler in Indonesia
In Indonesia's Japanese manufacturing industry, the adoption of production management systems has been increasing. However, when it comes to one of the key challenges in production management—creating feasible production plans that take machine and equipment loads into account—manual work using Excel remains the standard practice. As a result, the demand for production schedulers is expected to grow in the future.
続きを見る
Evolution from MPS to MRP and MRP II
MRP, as the name Material Requirement Planning suggests, is about planning the procurement of parts and materials in the future by breaking down products into components, allocating inventory, issued manufacturing orders, and purchase orders, and calculating net requirements.
The Master Production Schedule (MPS), a monthly production plan based on product completion dates, serves as the starting point for MRP calculations.
In the case of pure MRP functionality, strictly speaking, it’s necessary to prepare the product MPS manually using tools like Excel.
MRP then calculates requirements considering inventory allocation and safety stock, but this applies only to work-in-progress and materials.
Another MRP, known as Manufacturing Resource Planning or MRP II, includes the process of generating MPS based on customer orders or forecasts before traditional MRP, and extends to creating procurement plans from the material requirements calculated by MRP.
Typically, customer order quantities fluctuate, and using customer orders or forecasts as the starting point for MRP calculations—allocating product inventory and manufacturing only the net requirements is a method applicable only to industries where demand can be reasonably predicted.
Thus, MPS is created by subtracting product inventory from customer orders or forecasts while considering minimum stock levels, followed by component breakdown and requirement calculations to generate manufacturing orders.
After resource allocation with load leveling, manufacturing instructions are issued, and purchase orders are generated based on this—functionality that aligns closely with MRP II.
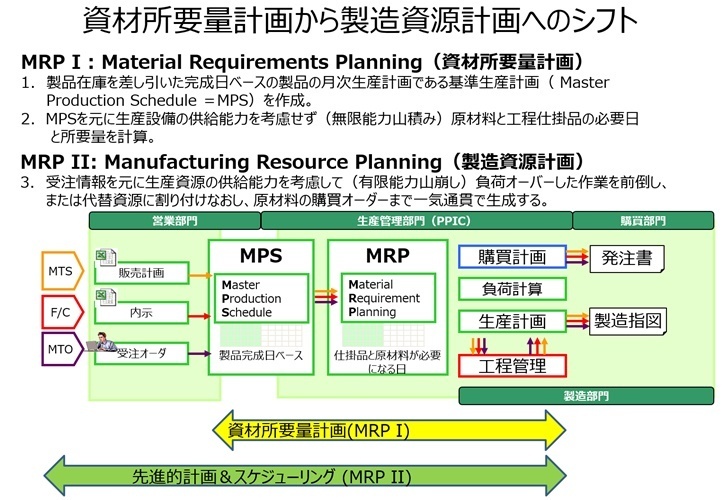
The core of a business system (ERP) is MRP II, and the core of MRP II is MRP I.
In MRP II, creating the MPS becomes extremely important, with MPS managing finished products and MRP managing materials and work-in-progress as distinct categories.
Lead Time Shifting and Load Leveling
Originally, MPS is a production plan for finished products created through agreement between the sales department, which prioritizes shipping schedules and forecasts from a customer service perspective, and the production planning department (Production Planning and Inventory Control = PPIC), which considers on-site conditions.
In Indonesia, from what is observed on-site, MPS is mechanically created by the production planning department based on forecasts and shipping schedules received from the sales department, with little intervention from sales during the MPS creation phase.
It feels routine to see sales scrambling to the shop floor to follow up only when delivery delays seem likely at the shipping stage.
The unit of lead time (L/T) is days, and by shifting L/T day-by-day for each process, the timing for issuing manufacturing instructions is calculated.
However, this means “shifting forward by one day of manufacturing L/T regardless of whether the order quantity is 1 or 1,000 units.”
Setting L/T in daily units means planning for regular orders, not small-lot orders like sample production or rare large-scale orders.
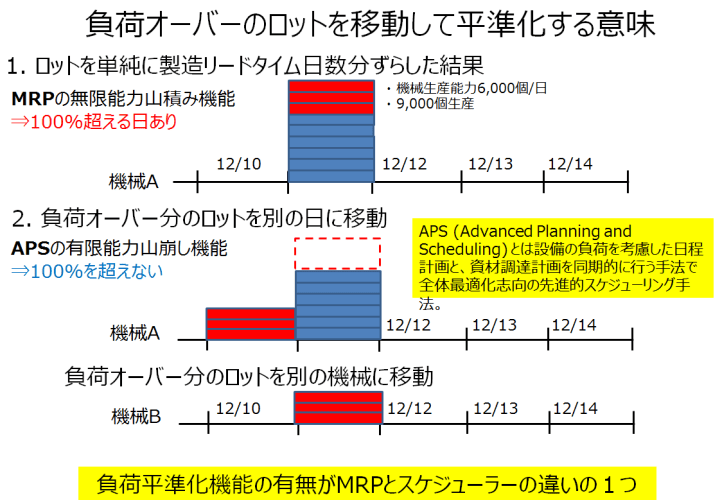
For large orders, load leveling should be used, such as assigning tasks to multiple machines in parallel,
rather than addressing it with MRP.
If this cannot be managed, it indicates a flaw in capacity planning. Alternatively, it’s a sales issue of accepting a 100-unit order against a daily production capacity of 10 units.
The purpose of MRP is to create a gross production plan for manufacturing net requirements during regular production.
The production plan created by shifting MRP lead times is viable only with human efforts like on-site adjustment capabilities and production preparation (capacity planning and sales planning).
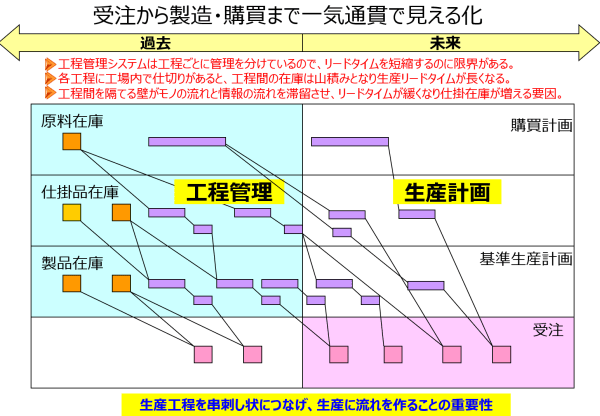
When this reaches its limit, an imbalance between production planning and capacity planning emerges, resulting in inefficient manufacturing instructions from MRP.
This leads to unnecessary overtime or holiday work despite sufficient production capacity, or stagnation of intermediate inventory.
To address this, the introduction of finite capacity Advanced Planning and Scheduling (APS) without time buckets is considered.
MRP and Production Number Management
First, the production planning department creates a daily MPS from the forecast prepared by sales, taking equipment capacity into account.
If products with small order quantities are evenly distributed daily, setup time increases, so adjustments are made, such as concentrating production at the beginning of the week or month.
Running MRP performs requirement breakdown and calculates net requirements, generating manufacturing orders without considering resource capacity, while also calculating the monthly required operating time for producing finished products or work-in-progress.
In generating manufacturing orders, production number management involves creating manufacturing orders only for the required quantity from customer orders without lot consolidation, maintaining traceability.
MRP and production number management differ significantly in whether lots are consolidated in the manufacturing process.
Thus, while specialized literature treats them as opposing concepts, in systems, the phrase “MRP compatible with production number management” is used.
MRP Functions in APS
In an ERP system, after running MRP, manufacturing orders are scheduled with resource allocation considering load leveling, and MRP is run again for material procurement to create a purchasing plan that ensures materials arrive at the necessary timing for production.
Automating this to output manufacturing and purchase orders directly from MPS is what APS achieves.
In production schedulers with APS functionality, the processes following MPS generation are fully automated.