



Kesadaran tentang penjadwal produksi di Indonesia masih sangat rendah, tetapi penjadwal ini mampu menangani bagian inti dari tugas manajemen produksi yang bahkan tidak dapat dilakukan oleh paket ERP mahal, seperti perhitungan beban harian untuk sumber daya pendukung seperti cetakan dan tenaga kerja, serta pembuatan jadwal produksi untuk sumber daya utama seperti mesin dengan mempertimbangkan kondisi kendala tersebut. Production Scheduler di Indonesia Di dalam pekerjaan manajemen produksi di pabrik-pabrik massal berbasis perakitan yang banyak ditemukan dalam industri roda dua dan roda empat di Indonesia, rencana produksi dan rencana beban memiliki hubungan yang saling terkait erat. Karena rencana produksi disusun berdasarkan jumlah, maka ada permintaan kuat untuk melihat rencana beban juga berdasarkan jumlah per mesin. Secara umum, rencana produksi dan rencana beban diharapkan disusun dalam satuan hari atau shift. Di dalam pikiran perencana Indonesia, ada pola pikir seperti: “Hari ini (atau dalam shift ini), berapa unit yang akan diproduksi oleh mesin ini? Jika ada kelebihan kapasitas sebanyak sekian unit, kapan unit tersebut akan ... 続きを見る

Prapenjualan Penjadwal Produksi di Indonesia
Saya melakukan penjualan teknis untuk aplikasi perangkat lunak manufaktur bernama Penjadwal Produksi Asprova di Indonesia. Namun, karena perangkat lunak ini masih kurang dikenal di Indonesia, sulit bagi pelanggan untuk membayangkan rasio biaya-manfaatnya. Meskipun tidak sampai dikatakan bahwa mereka langsung menolak, presentasi atau demo biasanya dimulai dari posisi minus.
Jika setiap hari mendengar hal seperti ini, wajar jika pembicaraan penjualan menjadi agak rendah diri.
Namun, penjadwal produksi mampu melakukan dua hal yang tidak dapat dilakukan oleh sistem paket manajemen produksi yang mahal.
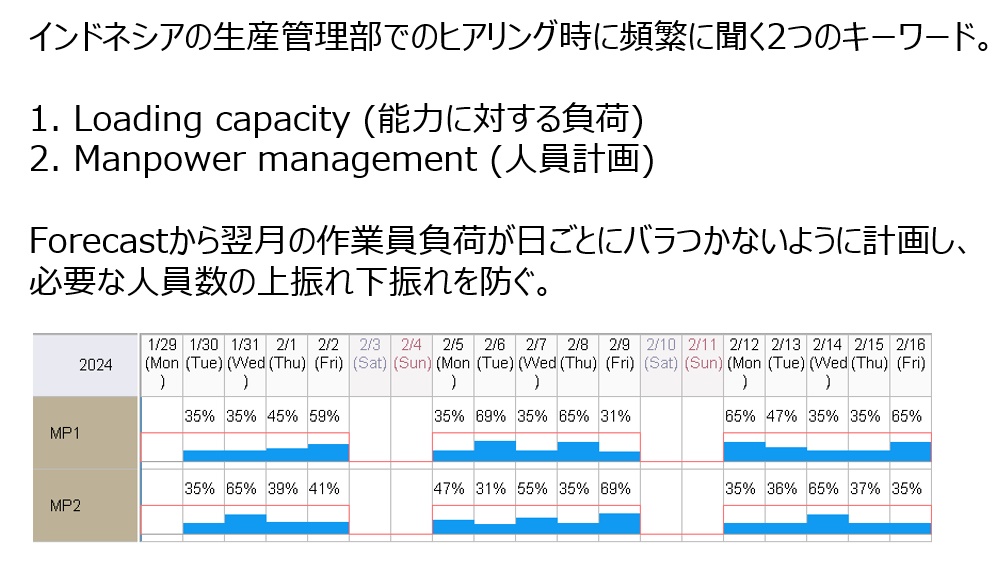
- Menghitung beban sumber daya produksi seperti tenaga kerja, mesin, cetakan, dan troli dari tingkat bulanan ke harian berdasarkan prakiraan (forecast).
- Membuat jadwal produksi harian dengan mempertimbangkan kondisi kendala dari poin 1 berdasarkan pesanan yang sudah pasti.
Sebenarnya, kedua hal ini bisa dikatakan sebagai inti dari tugas manajemen produksi di industri manufaktur tanpa berlebihan. Seharusnya saya bisa mengatakan, "Ini bisa diimplementasikan dengan biaya satu digit lebih murah dibandingkan paket manajemen produksi, jadi sangat populer, tapi Anda tidak tahu?" atau "Dengan rasio biaya-manfaat yang luar biasa, aneh kalau tidak memilih ini" (meskipun dalam kenyataannya saya akan menggunakan bahasa yang lebih sopan).
 Namun, saya berpendapat bahwa keberhasilan pengenalan paket manajemen produksi bergantung pada akurasi data master dan stok. Premisnya adalah jika informasi ini tidak akurat, pengenalan penjadwal produksi juga akan sulit.
Namun, saya berpendapat bahwa keberhasilan pengenalan paket manajemen produksi bergantung pada akurasi data master dan stok. Premisnya adalah jika informasi ini tidak akurat, pengenalan penjadwal produksi juga akan sulit.
Di Tiongkok, ada pepatah 'Memukul ayam untuk menegur anjing' yang membuat ayam jadi kasihan, tetapi dalam kasus penjadwal produksi, saya melakukan penjualan dengan sedikit sindiran, atau bisa dibilang penjualan dengan pendekatan tarik.
Makna Keberadaan Insinyur Teknik Jepang (SE) di Indonesia
Saat melakukan penjualan sistem di pabrik-pabrik di Indonesia, biasanya dari sisi pelanggan ada penanggung jawab Jepang dan staf Indonesia yang hadir bersama. Saya biasanya menjelaskan dalam bahasa Indonesia kepada staf Indonesia sambil menyisipkan bahasa Jepang pada poin-poin penting untuk menarik perhatian penanggung jawab Jepang yang memiliki hak pengambilan keputusan. Penting untuk mempersiapkan demo dengan memasukkan pola pertanyaan yang sering muncul dari staf Indonesia, sehingga ketika pertanyaan diajukan, saya bisa langsung menunjukkan "Ya, ini dia" dengan demonstrasi di depan mereka, seperti mengeluarkan jawaban dari laci saku.
Di sini muncul kesadaran akan perlunya insinyur Jepang (SE) di Indonesia. Pertama, untuk penjualan, orang Jepang jelas diperlukan. Ketika berurusan dengan perusahaan Jepang, penjualan kepada penanggung jawab Jepang yang memiliki hak keputusan tentu saja tidak akan berhasil tanpa orang Jepang. Kecuali perusahaan tersebut adalah perusahaan global yang benar-benar menggunakan bahasa Inggris sebagai bahasa umum dan kebangsaan atau bahasa ibu tidak relevan, saya percaya bahwa dalam masyarakat Jepang di Indonesia, kemampuan komunikasi tinggi dari orang Jepang mutlak diperlukan untuk penjualan.
Lalu bagaimana dengan SE? Jujur saja, ada banyak orang Indonesia dengan kemampuan teknis tinggi. Bahkan, lebih mudah menemukan SE Indonesia yang lebih kompeten daripada SE Jepang di Indonesia. Oleh karena itu, SE Jepang di Indonesia mau tidak mau dituntut memiliki kemampuan penjualan.
Jika hanya sebagai teknisi biasa, orang Indonesia lebih unggul dan lebih murah, jadi menurut pendapat saya, SE Jepang tidak diperlukan di Indonesia.
Untuk mendapatkan pesanan, tenaga penjualan Jepang melakukan aktivitas pemasaran, membawa teknisi Indonesia ke prospek yang sudah ditargetkan untuk demo, dan ini sudah cukup untuk mendapatkan kepercayaan dari pelanggan. Tentu saja, tenaga penjualan juga membutuhkan sedikit pengetahuan teknis, tetapi daripada menghabiskan waktu lama untuk mempelajari teknologi, lebih efisien untuk fokus pada pemasaran daftar atau bermain golf untuk menjalin hubungan, dan itu seharusnya cukup untuk mendapatkan pekerjaan.
Dengan mempertimbangkan situasi ini, jika harus menyebutkan makna keberadaan SE Jepang di Indonesia, itu mungkin hanya untuk memberikan rasa aman kepada pelanggan bahwa "Ada orang Jepang yang paham teknologi, jadi jika ada masalah, kami bisa bertanya dalam bahasa Jepang". Untuk memperkuat rasa aman ini, mungkin efektif jika orang Jepang yang melakukan demo.
Saya melakukan demo dalam bahasa Indonesia untuk staf Indonesia, tetapi bahkan ketika saya merasa demo berjalan baik, saya pasti ditanya, "Tidak ada teknisi Indonesia?" Intinya, orang Indonesia ingin bertanya dalam bahasa Indonesia, dan orang Jepang ingin bertanya dalam bahasa Jepang.
Meskipun bahasa Inggris cukup diterima dan Indonesia lebih maju dalam globalisasi dibandingkan Jepang, tetap saja "bahasa ibu adalah yang utama".
Kesulitan Membuat Pelanggan Memahami Penjadwal Produksi yang Kurang Dikenal di Indonesia
Dalam kasus sistem manajemen produksi, alur prosesnya dapat diprediksi secara kasar. Sering kali pelanggan lebih tahu tentang apa itu sistem manajemen produksi, apa yang bisa dilakukan, dan apa yang tidak bisa dilakukan dibandingkan penjual. Oleh karena itu, saya harus menyampaikan bahwa setelah pengenalan sistem manajemen produksi, alur kerja harian akan menjadi seperti ini, informasi seperti ini akan tersedia, dan analisis seperti ini bisa dilakukan.
Ketika ditanya pertanyaan tak terduga seperti "Bisa melakukan ini tidak?", selama bukan sesuatu yang terlalu sulit, saya bisa menjawab, "Dengan paket standar tidak bisa, tetapi bisa dilakukan dengan menambahkan kustomisasi atau subsistem tambahan". Dengan jawaban ini, pelanggan tidak bisa meminta lebih banyak di tempat, sehingga saya tidak perlu memberikan jawaban negatif seperti "Tidak bisa", dan demo jarang menjadi kacau.
Namun, dalam kasus demo penjadwal produksi yang masih kurang dikenal di Indonesia, hal itu tidak berjalan mulus. Pertanyaan dimulai dari "Apa itu penjadwal produksi?", jadi saya harus menjelaskan apa yang bisa dan tidak bisa dilakukan. Pertanyaan seperti "Apa bedanya dengan sistem manajemen produksi?", "Bisa mengelola stok juga, kan?", "Ada banyak laporan standar, ya?" muncul dengan asumsi bahwa "penjadwal mungkin mirip dengan sistem manajemen produksi".
Ketika ditanya, "Bisa mengelola stok juga, kan?" atau "Saya ingin melihat format standar P/O (purchase order) dan INVOICE", saya hanya bisa menjawab "Tidak bisa" atau "Tujuan sistemnya berbeda" karena pada dasarnya tidak ada fungsi seperti itu—atau lebih tepatnya, itu bukan sistem untuk tujuan tersebut. Berbeda dengan sistem manajemen produksi, saya harus jelas mengatakan "apa yang tidak bisa, ya tidak bisa".
Akibatnya, demo cenderung menjadi kacau. Namun, setelah melewati rintangan pertama ini—yaitu membuat pelanggan menerima bahwa "penjadwal produksi tidak memiliki fungsi seperti manajemen stok atau penerbitan INVOICE seperti sistem manajemen produksi"—baru demo dan evaluasi fungsi asli penjadwal produksi bisa dimulai.
Sistem manajemen produksi adalah sistem yang menganalisis status quo berdasarkan data realisasi masa lalu, sedangkan penjadwal produksi adalah sistem yang menggunakan pengaturan berbagai parameter untuk mengulang penjadwalan agar menghasilkan hasil yang diinginkan. Jika pelanggan bertanya "Bisa melakukan ini?", meskipun itu sesuatu yang bisa dilakukan oleh penjadwal produksi, jika saya tidak bisa mendemonstrasikannya di tempat, itu sama saja dengan "tidak bisa".
Pertanyaan seperti "Saya ingin komponen yang digunakan dalam perakitan ASSY selesai sehari sebelumnya", "Mesin cetak utama digunakan, tetapi jika kapasitas penuh, saya ingin dialihkan ke mesin cetak sekunder", "Tunjukkan demo penanganan jika mesin press rusak", "Untuk mengurangi persiapan, saya ingin item yang sama diproduksi secara berurutan", "Bagaimana menangani produk NG saat memasukkan realisasi?" adalah permintaan untuk menunjukkan solusi atas situasi yang benar-benar terjadi di lapangan dengan "Demo sekarang di tempat dengan penjadwal yang sedang kamu jual itu". Ini adalah rintangan kedua.
Demo penjadwal produksi biasanya memiliki dua rintangan ini, yang membuat demo menjadi sulit.
Alasan Utama Mengapa Demo Penjadwal Produksi Sulit
Dua poin di atas berkaitan dengan kesulitan dalam hubungan interpersonal dengan pelanggan, tetapi alasan utama demo penjadwal produksi sulit terletak pada karakteristik sistem penjadwal produksi itu sendiri.
Sistem manajemen produksi adalah "sistem yang menganalisis status quo berdasarkan data realisasi", sehingga hasil pemrosesan dari sistem harus logis dan benar agar kepercayaan pada sistem tidak terganggu. Namun, penjadwal produksi adalah "sistem yang mengulang penjadwalan dengan memanfaatkan pengaturan parameter untuk mendekati hasil jadwal yang diinginkan". Jumlah properti dalam parameter rencana, master, dan pesanan sangat banyak, dan elemen yang memengaruhi hasil jadwal sangat kompleks.
Proses perhitungan nilai evaluasi untuk menentukan sumber daya yang dialokasikan juga melibatkan banyak elemen. Bahkan jika bobot properti diatur "dengan benar", tidak selalu menghasilkan hasil jadwal yang dioptimalkan sesuai harapan, melainkan hanya memberikan kecenderungan tertentu pada hasil jadwal.
Oleh karena itu, sulit untuk mencapai hasil jadwal sesuai keinginan dan memerlukan trial and error—seperti menjinakkan kuda liar.
Kesalahpahaman umum dalam demo penjadwal produksi adalah "Sistemmu bisa secara otomatis membuat jadwal optimal untuk pabrik kami, kan?". Artinya, pelanggan mengira ada semacam mesin AI (kecerdasan buatan) dalam sistem yang melihat parameter sumber daya produksi dan pesanan yang telah diatur sebelumnya, menentukan apa yang optimal, dan menghasilkan hasil jadwal sesuai keinginan staf manajemen produksi. Tentu saja, itu tidak mungkin.
Jika optimasi rencana produksi diungkapkan secara umum, mungkin bisa dikatakan "rencana produksi yang meratakan tingkat operasional tanpa melebihi kapasitas dan tanpa keterlambatan jadwal". Namun, di negara seperti Indonesia yang rentan terhadap fluktuasi permintaan, nilai tukar, dan gangguan jaringan logistik, masalah utama adalah penghentian lini peralatan akibat kekurangan bahan baku. Penting untuk menerbitkan instruksi produksi dalam urutan yang mencegah penghentian lini sambil melihat stok bahan baku (kuantitas absolut) dan sisa pesanan pembelian (peningkatan/penurunan) terhadap pesanan.
Pertanyaan "Apa itu optimasi?" sama seperti "Makanan apa yang paling enak di dunia?"—jawabannya berbeda untuk setiap orang. "Apa yang optimal" bervariasi tergantung pada orang, waktu, dan tempat. Jarang ada kasus di mana hasil jadwal optimal dapat dibayangkan di kepala saat melakukan penjadwalan ulang. Jadi, yang bisa dilakukan penjadwal produksi mungkin adalah membantu mencari "apa yang optimal" bagi lokasi produksi saat ini.
Arah Penjadwalan pada Masa Booming dan Resesi
Dalam sistem manajemen produksi, umumnya manajemen dibagi per proses (lokasi) sesuai dengan pemisahan proses atau bangunan di lapangan. Namun, jarak fisik atau dinding antar proses menjadi faktor yang menghambat aliran barang dan informasi, sehingga ada batasan dalam mempersingkat waktu tunggu dan mengurangi stok barang dalam proses.
Sebaliknya, dalam penjadwal produksi, aliran proses di dalam pabrik divisualisasikan secara terintegrasi, sehingga pentingnya menciptakan alur produksi dan memikirkan optimasi keseluruhan menjadi lebih jelas. Dengan menentukan kebutuhan material dan waktu input ke proses, stok antar proses dapat dikurangi.
Pada masa booming seperti di Indonesia yang sedang berada di tengah pertumbuhan ekonomi, peningkatan throughput menjadi tantangan utama dibandingkan tujuan pengurangan stok atau pemendekan waktu tunggu. Meskipun secara naluriah manusia ingin memasukkan pesanan sederhana ke peralatan yang kosong, penggunaan penjadwal produksi memungkinkan simulasi maksimalisasi kapasitas dengan sumber daya yang ada.
Sebaliknya, ketika permintaan terhadap industri manufaktur domestik Indonesia menurun akibat krisis Lehman atau perlambatan permintaan ekonomi Tiongkok, operator di lokasi produksi cenderung berpura-pura sibuk, sehingga gerakan sia-sia mudah terjadi. Dengan penjadwal produksi, tingkat kesibukan aktual dapat dipahami secara logis. Jika ternyata tidak sibuk, lebih baik meminta mereka melakukan pekerjaan lain daripada memproduksi barang yang tidak perlu.
Di Indonesia, kegagalan negosiasi industrial dapat menyebabkan demo pekerja yang mengganggu produksi, menunda jadwal pengiriman, dan berpotensi merugikan mitra bisnis. Oleh karena itu, selain menyiapkan BCP (Business Continuity Plan) dari perspektif kelangsungan bisnis untuk mengantisipasi keadaan darurat, mencerminkan kejadian yang telah terjadi ke dalam penjadwal dan melakukan penjadwalan ulang dapat membantu memikirkan langkah-langkah konkret.